Hypertherm THC X-Y Table Torch Height Control Manuel d'utilisation
Page 86
MAX200 INSTALLATION
4/29/99
3f-6
Command THC (X-Y)
Manuel d’instructions
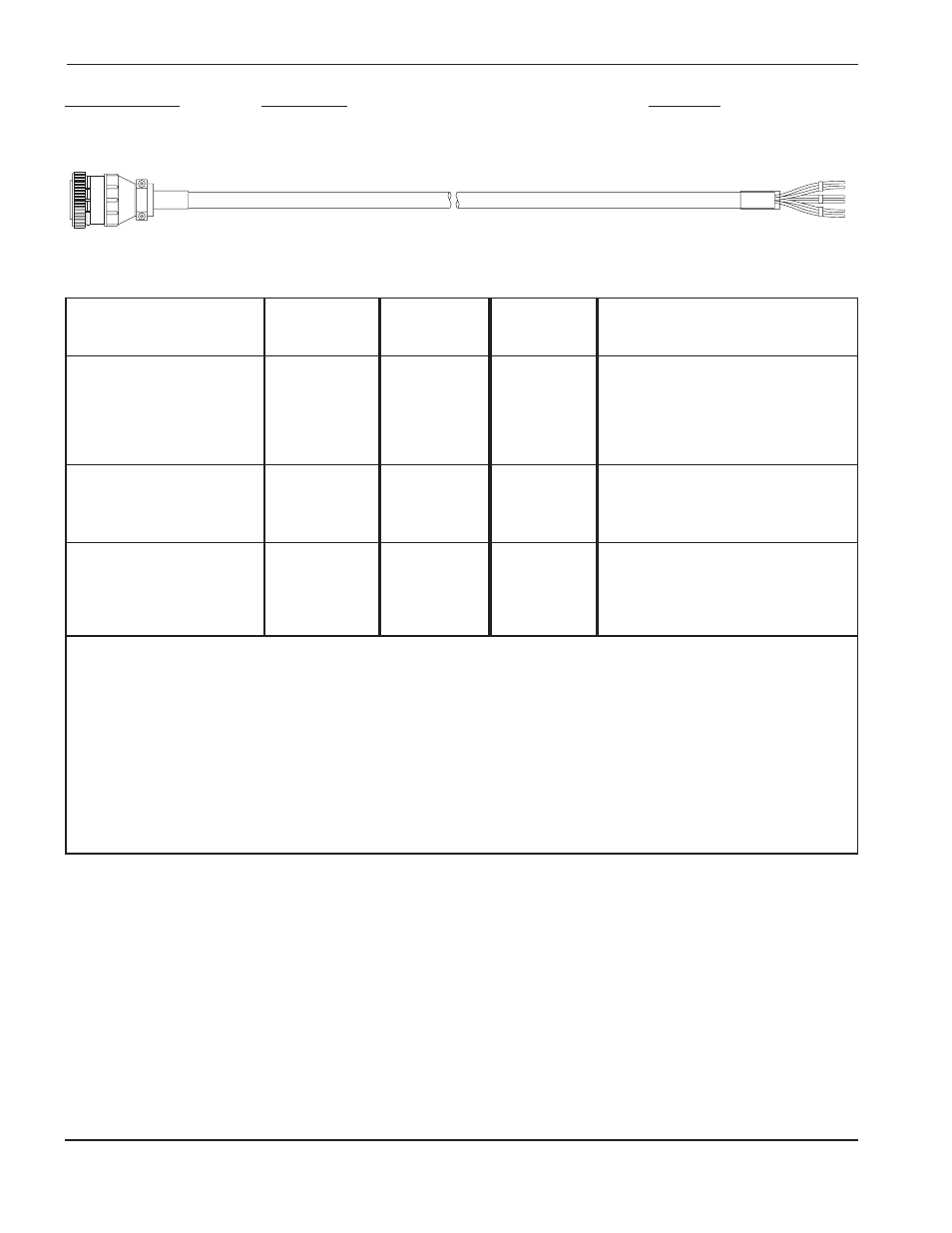
Figure 3f-3
Câble d’interface du MAX200 – Numéros de référence et liste des signaux
N° de référence
Description
Longueur
123358
MAX200 Power Supply Interface Cable
6 ft./1.8 m
1X6
Extrémité
Extrémité
Nom
Source de
interface
du signal
Couleur
courant (1X6)
plasma
Fonction
Hold I/O -
Noir
5
J4-6
(En option) Signal Hold Ignition (I/O) (pause
Pause I/O
+
Blanc
1
J4-5
allumage I/O) utilisé pour le prégaz pendant
Gaine conductrice
Gaine conductrice
10
l’IHS. Également utilisé par l’unité
d’alimentation électrique pour synchroniser le
fonctionnement de plusieurs installations de
torches.
Plasma Start
-
Noir
9
Relais
Signal Plasma Start (amorçage plasma)
Amorçage plasma
+
Vert
15
Relais
maintenu pendant la coupe plasma. Si le
Gaine conductrice
Gaine conductrice
14
signal est perdu, le système doit être
redémarré.
Arc Transfer (Delayed)
-
Noir
31
J3-2
Signal Arc Transfer (transfert de l’arc). Le
Transfer de l’arc (retardé)
+
Rouge
36
J3-1
contact est fermé après le transfert de l’arc et
Gaine conductrice
Gaine conductrice
25
le délai de perçage (réglé sur le panneau avant
de la source de courant). Fermeture de contact
sans charge.
• J3-5 (+) et J3-6 (-) – Contact de buse secondaire. Un signal optiquement isolé qui indique que la buse est en contact
ohmique avec la pièce à couper. Le contact ohmique est représenté par un (1) logique.
• J3-7 à J3-12 – Réservés à une utilisation ultérieure.
• J3-13 et J3-14 – Mise à la terre de sécurité.
• J4-1 (+) et J4-2 (-) – 24 V c.c. disponible, 500 mA maximum
• J4-7 et J4-8 – Signal de fin de perçage utilisé par la source de courant pour synchroniser la transition entre le flux de gaz de
perçage et le flux de gaz de coupe. L’utilisateur entre la valeur de ce délai dans la CNC. Signal de sortie.
• J4-9 à J4-14 – Réservés à une utilisation ultérieure.
[
]
[
]
[
]