Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuel d'utilisation
Page 344
344
Cycles palpeurs : initialisation automatique des points d'origine
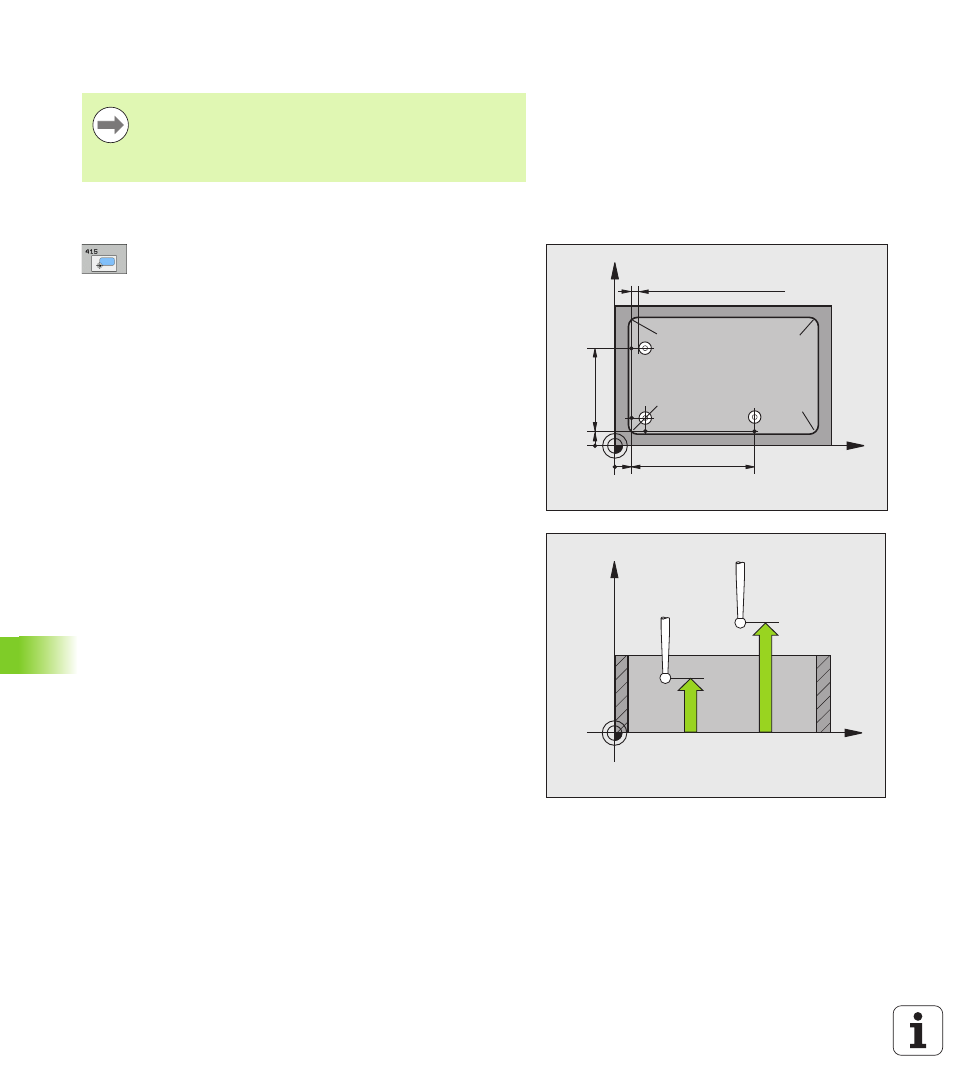
15.9 POINT DE REFERENCE INTERIE
UR COIN (cy
c
le 415, DIN/ISO: G415)
Attention lors de la programmation!
Paramètres du cycle
8
1er point mesure sur 1er axe Q263 (en absolu) :
coordonnée du 1er point de palpage dans l'axe
principal du plan d'usinage. Plage d'introduction
-99999,9999 à 99999,9999
8
1er point mesure sur 2ème axe Q264 (en absolu) :
coordonnée du 1er point de palpage dans l'axe
secondaire du plan d'usinage. Plage d'introduction
-99999,9999 à 99999,9999
8
Distance 1er axe Q326 (en incrémental) : distance
entre le 1er et le 2ème point de mesure dans l'axe
principal du plan d'usinage. Plage d'introduction 0 à
99999,9999
8
Distance 2ème axe Q327 (en incrémental) : distance
entre le 3ème et le 4ème point de mesure dans l'axe
secondaire du plan d'usinage. Plage d'introduction 0
à 99999,9999
8
Coin Q308 : numéro du coin auquel la TNC doit
initialiser le point d'origine. Plage d'introduction 1 à 4
8
Hauteur mesure dans axe palpage Q261 (en
absolu) : coordonnée du centre de la bille (=point de
contact) dans l'axe du palpeur prévu pour la mesure.
Plage d'introduction -99999,9999 à 99999,9999
8
Distance d'approche Q320 (en incrémental) :
distance supplémentaire entre le point de mesure et
la bille du palpeur. Q320 agit en complément de la
colonne SET_UP (tableau palpeurs). Plage
d'introduction 0 à 99999,9999
8
Hauteur de sécurité Q260 (en absolu) : coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage). Plage
d'introduction -99999,9999 à 99999,9999
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
La TNC mesure toujours la première droite dans le sens de
l'axe secondaire du plan d'usinage.
X
Y
Q264
Q263
Q326
Q327
Q308=1
Q308=2
Q308=3
Q308=4
SET_UP(TCHPROBE.TP)
+
Q320
X
Z
Q261
Q260