HEIDENHAIN iTNC 530 (340 49x-02) Pilot Manuel d'utilisation
Page 148
148
Tester graphiquement et
exécuter
un p
rog
ramme UNIT
Rentrer dans le programme à un endroit quelconque
(amorce de séquence, fonction FCL 2)
La fonction Amorce de séquence vous permet d'exécuter un programme
d'usinage à partir d'un numéro de ligne que vous pouvez librement
sélectionner. L'usinage de la pièce jusqu’à ce numéro de ligne est pris en
compte mathématiquement et affiché graphiquement par la TNC
(sélectionner le partage de l'écran PROGRAMME + GRAPHISME).
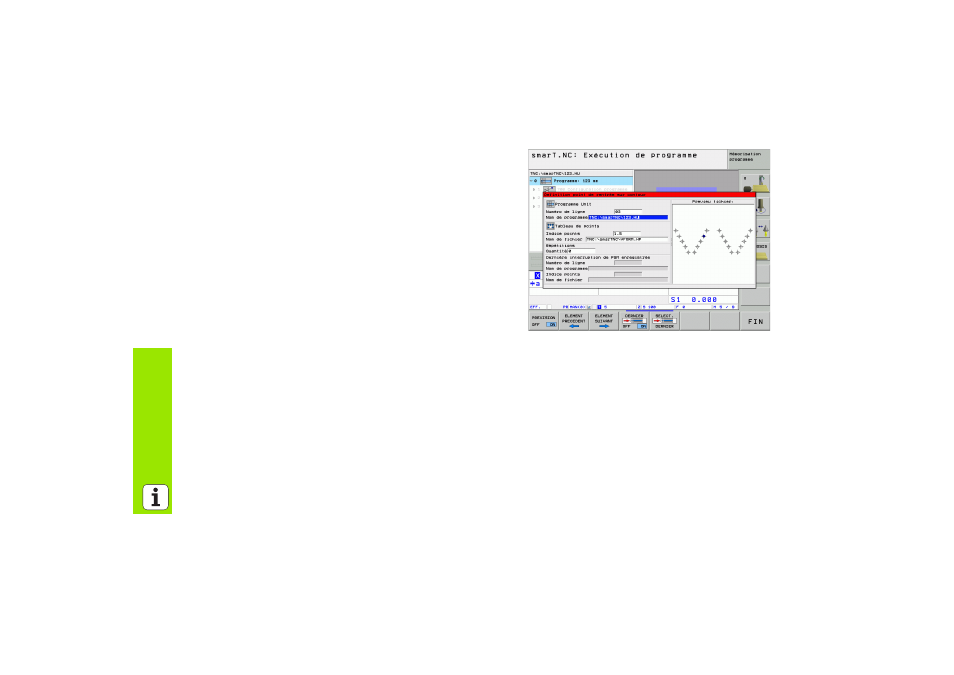
Si le point de rentrée sur le contour est situé dans une étape d'usinage
pour laquelle vous avez défini plusieurs positions d'usinage, vous pouvez
alors sélectionner le point de rentrée voulu en introduisant un indice de
point. L'indice de point correspond à la position du point inscrit dans le
formulaire d'introduction.
Vous pouvez très facilement sélectionner l'indice de point si vous avez
défini les positions d'usinage dans un tableau de points. Dans ce cas,
smarT.NC affiche automatiquement dans une fenêtre l’aperçu du motif
d'usinage défini. Vous pouvez alors sélectionner par softkey le point de
rentrée sur le contour en vous aidant du graphisme.