HEIDENHAIN TNC 320 (340 55x-05) ISO programming Manuel d'utilisation
Page 362
362
Positionnement avec introduction manuelle
13.1 Pr
ogr
ammation et exécution d'opér
a
tions simples d'usinag
e
13.1 Programmation et exécution
d'opérations simples d'usinage
Pour des opérations simples d'usinage ou pour le prépositionnement
de l'outil, on utilise le mode Positionnement avec introduction
manuelle. Pour cela, vous pouvez introduire un petit programme en
format Texte clair HEIDENHAIN ou en DIN/ISO et l’exécuter
directement. Les cycles de la TNC peuvent être également appelés à
cet effet. Le programme est mémorisé dans le fichier $MDI.
L’affichage d’état supplémentaire peut être activé en mode
Positionnement avec introduction manuelle.
Exécuter le positionnement avec introduction
manuelle
Sélectionner le mode Positionnement avec
introduction manuelle. Programmer au choix le fichier
$MDI
Lancer l'exécution du programme : touche START
externe
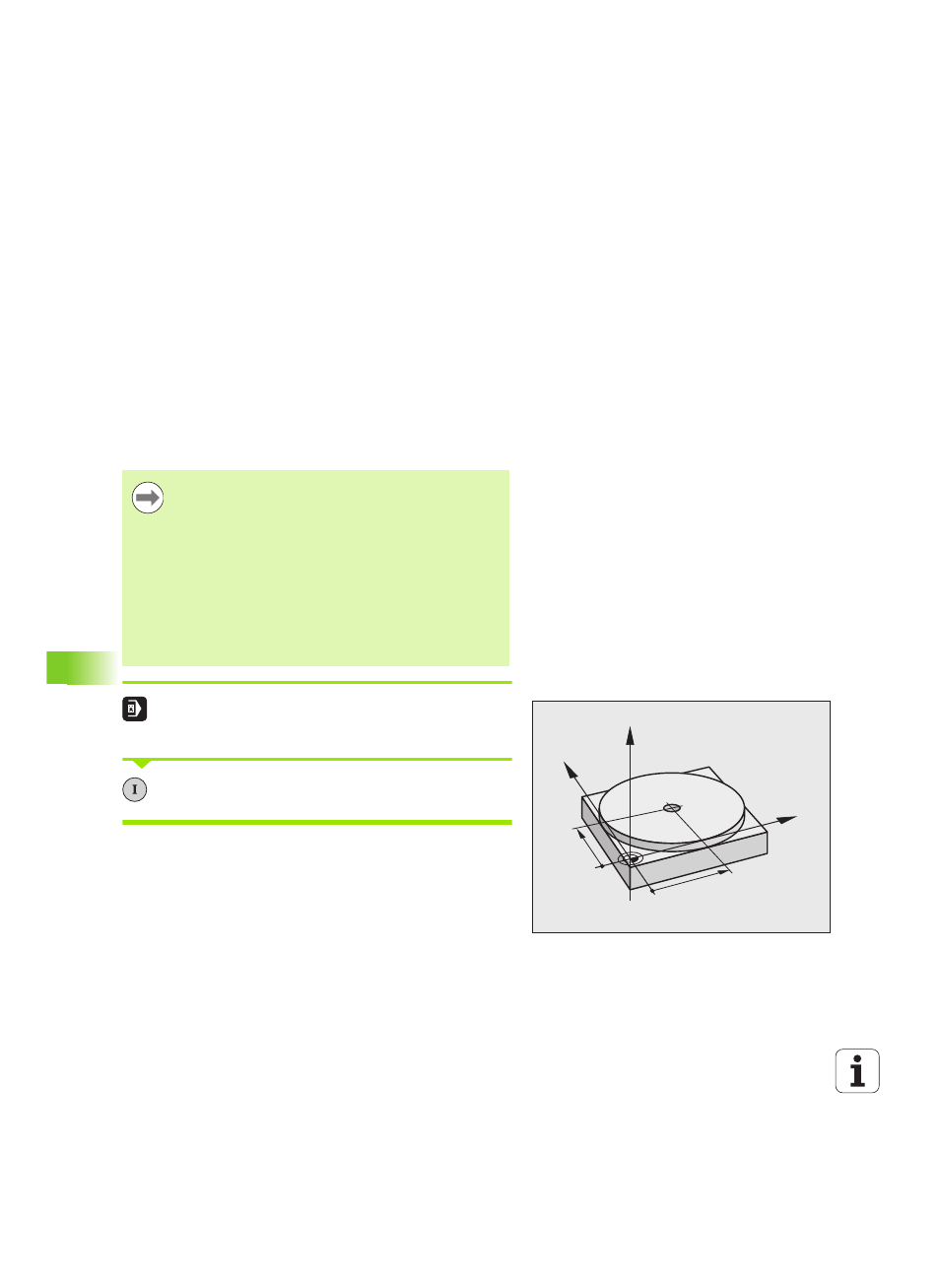
Exemple 1
Un trou de profondeur de 20 mm doit être percé sur une pièce unique.
Après avoir fixé et dégauchi la pièce, puis initialisé le point d'origine, le
trou peut être programmé en quelques lignes et ensuite usiné.
Restriction
Les fonctions suivantes ne sont pas disponibles en mode
de fonctionnement MDI :
La programmation flexible de contours FK
Répétitions de parties de programme
Technique des sous-programmes
Corrections de trajectoires
Graphique de programmation
Appel de programme %
Graphique d’exécution du programme
Y
X
Z
50
50