Correction non-linéaire de défauts d'axes z – HEIDENHAIN ND 720 v.3 Manuel d'utilisation
Page 45
45
Correction
non-linéaire
de
défauts
d'axes
Z
AXE X
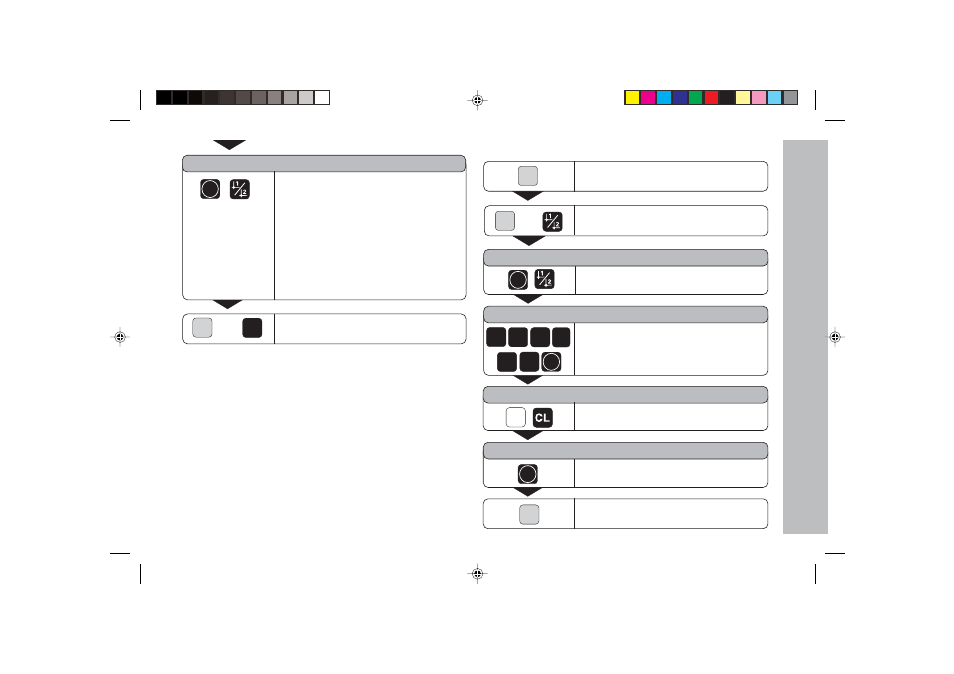
Sélectionner le tableau de valeurs de
correction, ex. pour Z, effacer le tableau.
E F F A C E R Z
Valider avec ENT ou bien quitter avec la
touche CL.
ENT
Clôre l'introduction des données.
Effacer un tableau de valeurs de correction
P A R A M E T R E S
C O D E
Introduire le code 10 52 96, valider
avec ENT.
1
0
5 2
9
6
ENT
SPEC
FCT
SPEC
FCT
ENT
SPEC
FCT
2 8 . 0 2 4
Introduire tous les autres points de
correction. Si vous appuyez sur la
touche MOINS, le numéro du point de
correction en cours apparaît dans
l'affichage de l'axe X.
Pour sélectionner directement les
points de correction: Appuyez
simultanément sur la touche MOINS et
sur le numéro de point de correction (à
2 chiffres) désiré.
Clôre l'introduction des données.
ENT
SPEC
FCT
ou
CL
Sélectionner les fonctions spéciales.
Sélectionner le dialogue pour
l'introduction du code.
Sélectionner Paramètres.
ou
T2_ND720.PM6
27.03.2002, 12:20
45