Plasma/o, Protection – Hypertherm HD3070 Plasma Arc Cutting System w/ Manual Gas Console Manuel d'utilisation
Page 33
FONCTIONNEMENT
HD3070
avec console manuelle Manuel de l’opérateur
2-19
11/2/98
COUPAGE
Tableau de coupe de la torche PAC184
Aciers doux – Coupage 15 A
O
2
Plasma/O
2
& N
2
Protection
Débits de coupe
Débits prégaz
d’essai %
d’essai* %
Distance
Hauteur de
Èpaisseur du
Plasma
Protecteur
Prégaz
Tension
torche-
Vitesse de
perçage
Retard de
matériau
—
O
2
O
2
N
2
O
2
N
2
à l’arc
pièce**
déplacement
initiale
perçage
(cal.) (po)
(mm)
(rouge)
(rouge)
(rouge)
(V)
(mm)
(m/min.)
(mm)
(pot.)
(s)
26
0,018
0,5
—
40
30
10
5
75
134
0,5
3,68
1,0
0
0,05
24
0.024
0.6
135
0,5
3,28
1,0
0
0,05
22
0,030
0,8
136
0,5
2,92
1,0
0
0,05
20
0,036
0,9
136
0,5
2,54
1,0
0
0,05
18
0,048
1,3
137
0,5
2,16
1,0
0,5
0,16
16
0,060
1,5
142
0,8
1,65
1,0
1
0,27
14
0,075
1,9
144
1,0
1,14
1,5
1,5
0,37
12
0,105
2,7
148
1,0
0,90
1,5
2
0,50
10
0,135
3,4
151
1,0
0,64
1,5
2,5
0,60
La pression d’entrée d’O
2
et de N
2
doit se situer entre 7,2 et 9,2 bars (105 et 135 psi) pour toute épaisseur de
matériau.
*
En augmentant légèrement les débits d’O
2
et de N
2
de prégaz d’essai on peut augmenter la capacité de
perçage sur les matériaux plus épais donnés ci-avant. Toutefois, en augmentant trop les débits de prégaz on
peut réduire la fiabilité d’amorçage du plasma (ratés d’amorçage).
** Les tolérances de distance torche-pièce sont de ± 0,125 mm (± 0,005 po). Quand on utilise le dispositif de
réglage en hauteur de la torche, les tolérances sont de ± 1 V.
En cas de problème avec le procédé de coupage et si les débits sont suspects, voir à la section 5, Entretien
(version anglaise), Vérifications de la contre-pression du système de gaz.
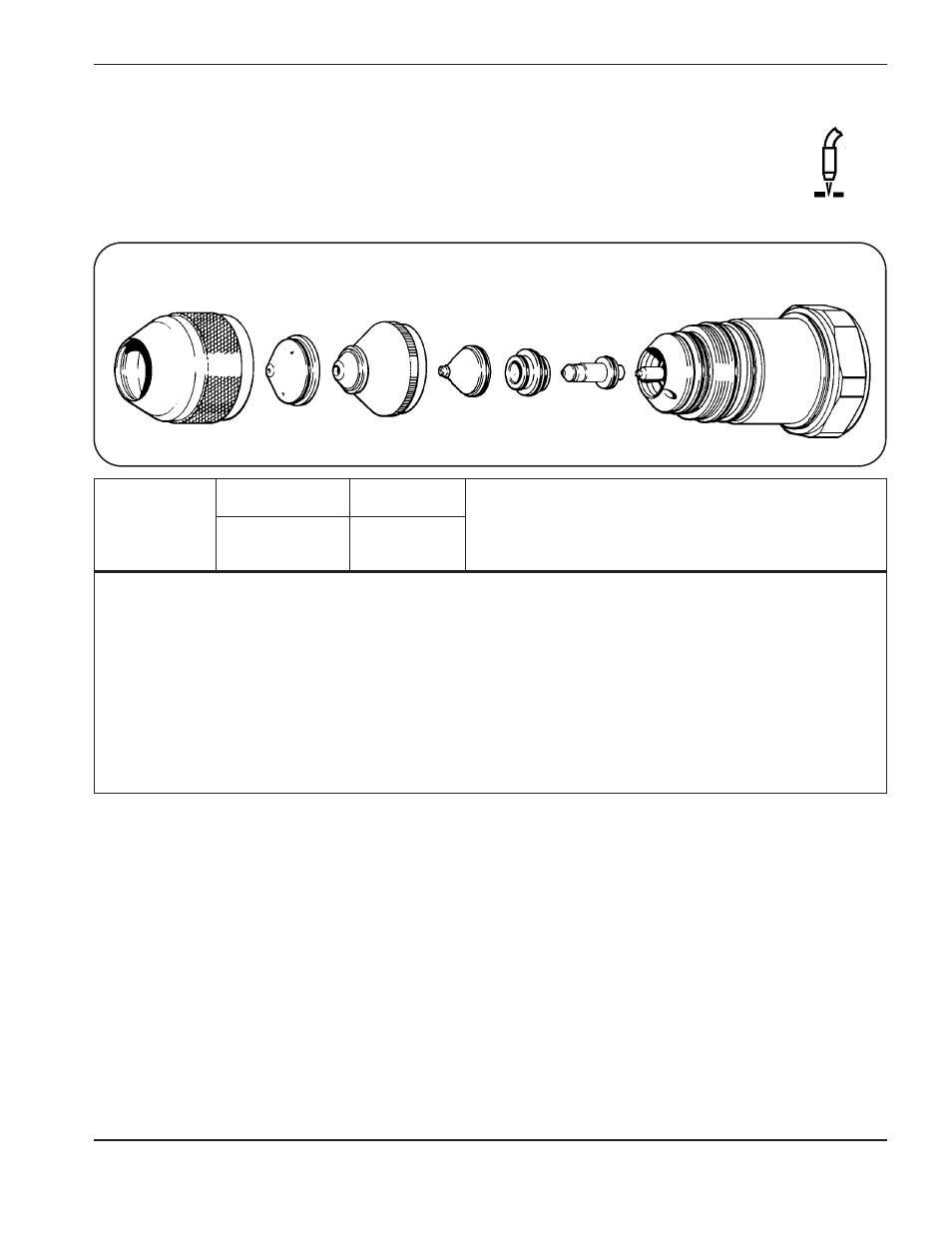
Diffuseur
120212
Électrode
120209
Protecteur
120222
Torche PAC184
120208
Buse
120277
Buse de protection
intérieure
120219
Buse de protection extérieure
120221/120543