HEIDENHAIN TNC 620 (340 56x-02) ISO programming Manuel d'utilisation
Page 312
312
Programmation : usinage multiaxes
1
1
.4 F
onctions auxiliair
es pour les ax
es r
o
tatifs
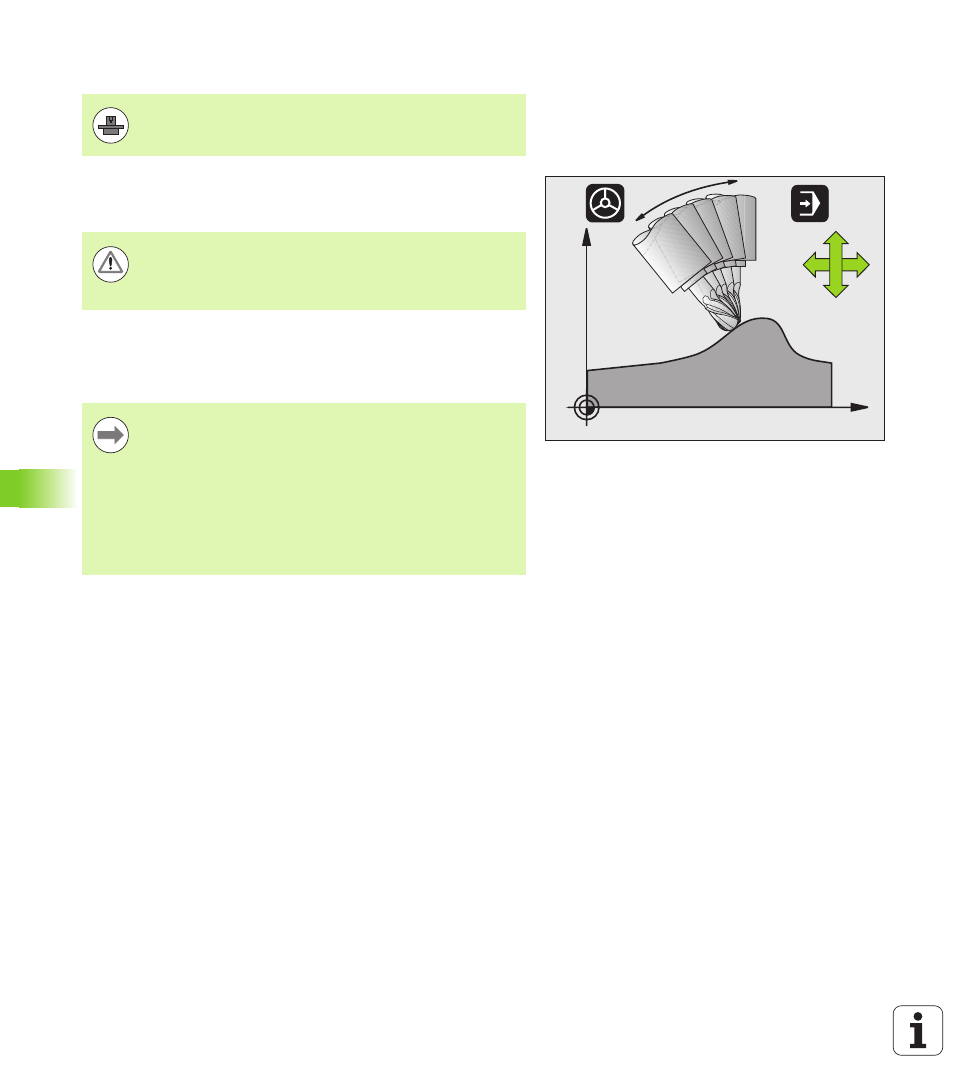
Comportement avec M128 (TCPM : Tool Center Point
Management)
Si la position d'un axe incliné asservi change dans le programme, la
position de la pointe de l'outil ne change pas par rapport à la pièce dans
la phase d'inclinaison
Après M128, vous pouvez encore introduire une avance avec laquelle la
TNC exécutera les déplacements de compensation dans les axes
linéaires. Si vous n'introduisez pas d'avance, la TNC utilise l'avance
max.
M128 avec plateaux inclinés
Quand vous programmez un déplacement du plateau incliné alors que
M128
est active, la TNC fait pivoter le système de coordonnées en
conséquence. Faites pivoter p.ex. l'axe C de 90° (par un
positionnement ou un décalage du point zéro) et programmez ensuite
un déplacement dans l'axe X, la TNC exécute le déplacement dans
l'axe Y de la machine.
Le point de référence défini et donc décalé par la rotation du plateau
circulaire est également transformé par la TNC.
M128 avec correction d'outil tridimensionnelle
Pour certaines géométries de machine; si vous faites une correction
d'outil tridimensionnelle avec M128 activée et une correction de rayon
G41
/G42 activée, la TNC positionne automatiquement les axes rotatifs.
La géométrie de la machine doit être définie par son
constructeur dans la description de la cinématique.
X
Z
B
Z
X
Avec les axes inclinés et une denture Hirth : ne modifier la
position de l'axe incliné qu'après avoir dégagé l'outil.
Sinon, la sortie hors de la denture pourrait endommager le
contour.
Avant les positionnements avec M91 ou M92 et avant une
séquence T : annuler M128
Afin d'éviter d'endommager le contour, vous ne devez
utiliser avec M128 que des fraises à bout hémisphérique.
La longueur d'outil doit se référer au centre de la fraise
boule.
Quand M128 est active, la TNC indique dans l'affichage
d'état le symbole TCPM.