HEIDENHAIN iTNC 530 (606 42x-02) ISO programming Manuel d'utilisation
Page 427
HEIDENHAIN iTNC 530
427
12.2 La f
onction PLANE: Inclinaison du plan d'usinag
e (option de logiciel 1)
U
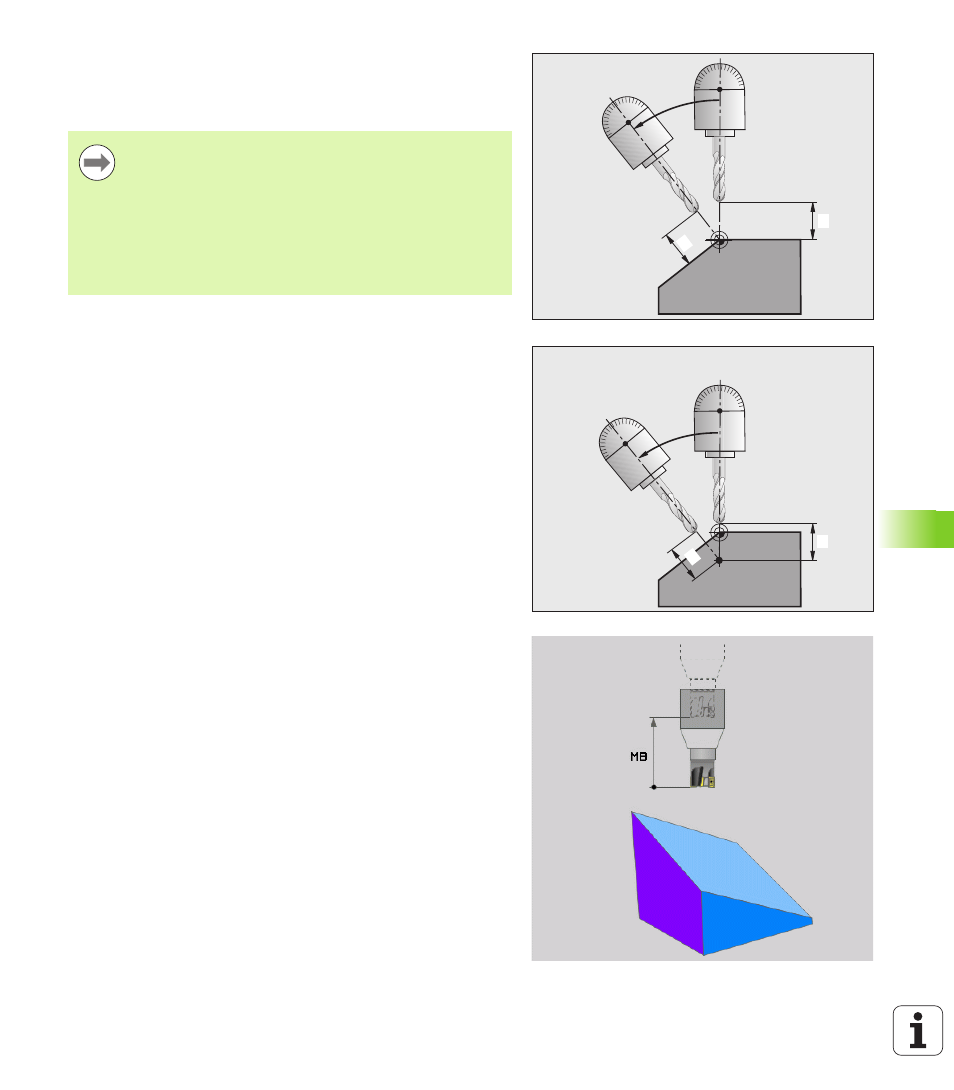
Dist. pt rotation de pointe outil
(en incrémental): la TNC incline
l'outil (la table) autour de la pointe de l'outil. Au moyen du paramètre
DIST
, vous décalez le point de rotation du déplacement d'orientation
par rapport à la position actuelle de la pointe de l'outil.
U
Avance? F=
: vitesse sur la trajectoire avec laquelle l'outil doit être
incliné
U
Longueur de retrait dans l'axe d'outil?
: longueur de retrait MB,
agit en incrémental à partir de la position d'outil courante dans la
direction de l'axe de l'outil actif, que la TNC aborde avant la
procédure d'inclinaison. MB MAX déplace l'outil jusqu'avant le fin de
course logiciel
1
1
1
1
Si, avant l'inclinaison, l'outil se trouve à la distance que
vous avez programmée par rapport à la pièce , d'un point
de vue relatif, il se trouve alors à la même position après
l'orientation (voir figure de droite, au centre,
1
= DIST)
Si; avant l'inclinaison, l'outil ne se trouve pas à la
distance que vous avez programmée par rapport à la
pièce , d'un point de vue relatif, il se trouve alors décalé
par rapport à la position d'origine après l'inclinaison (voir
figure en bas à droite,
1
= DIST)