3 appr oc he et sor tie du cont our – HEIDENHAIN iTNC 530 (340 49x-05) Manuel d'utilisation
Page 203
iTNC 530 HEIDENHAIN
203
6.3 Appr
oc
he et sor
tie du cont
our
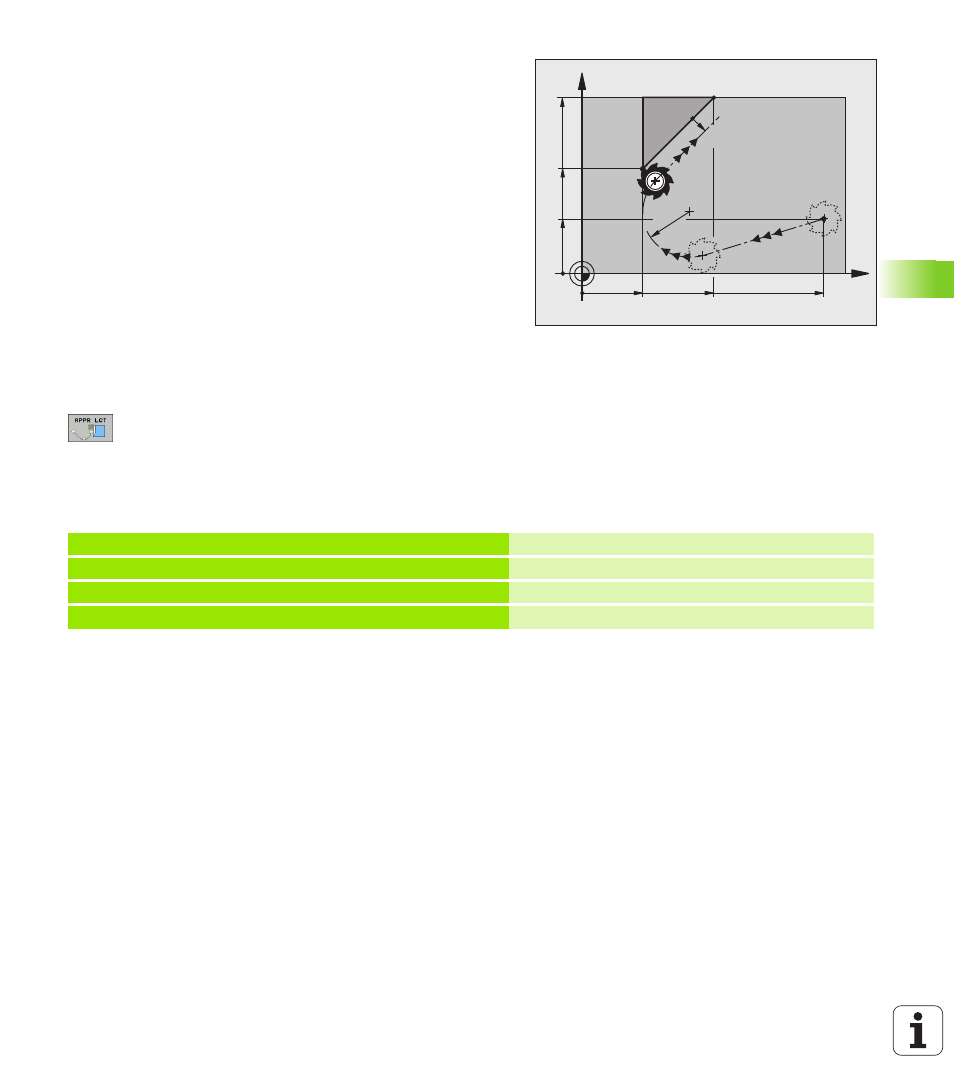
Approche par une trajectoire circulaire avec
raccordement tangentiel au contour et segment
de droite: APPR LCT
La TNC guide l'outil sur une droite allant du point initial P
S
jusqu'à un
point auxiliaire P
H
. Partant de là, l'outil aborde le premier point du
contour P
A
en suivant une trajectoire circulaire. L'avance programmée
dans la séquence APPR agit sur toute la course parcourue par la TNC
dans la séquence d'approche (course P
S
– P
A
).
Si vous avez programmé dans la séquence d'approche les trois
coordonnées X, Y et Z de l'axe principal, la TNC effectue un
déplacement allant de la position définie avant la séquence APPR,
simultanément sur les trois axes jusqu'au point auxiliaire P
H
, puis de
P
H
à P
A
seulement dans le plan d'usinage.
La trajectoire circulaire se raccorde tangentiellement à la droite P
S
– P
H
ainsi qu'au premier élément du contour. De ce fait, elle est définie
clairement par le rayon R.
U
Fonction de contournage au choix: Aborder le point initial P
S
.
U
Ouvrir le dialogue avec la touche APPR/DEP et la softkey APPR LCT:
U
Coordonnées du premier point du contour P
A
U
Rayon R de la trajectoire circulaire. Introduire R avec
son signe positif
U
Correction de rayon RR/RL pour l'usinage
Exemple de séquences CN
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
7 L X+40 Y+10 R0 FMAX M3
Aborder P
S
sans correction de rayon
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
P
A
avec correction de rayon RR, rayon R=10
9 L X+20 Y+35
Point final du premier élément du contour
10 L ...
Elément de contour suivant