2 pr incipes des f onctions de cont our nag e – HEIDENHAIN iTNC 530 (340 49x-05) Manuel d'utilisation
Page 197
iTNC 530 HEIDENHAIN
197
6.2 Pr
incipes des f
onctions de cont
our
nag
e
Créer des séquences de programme avec les touches de
contournage
Avec les touches de fonction de contournage grises, vous ouvrez le
dialogue conversationnel Texte clair. La TNC réclame toutes les
informations et insère la séquence de programme à l’intérieur du
programme d’usinage.
Exemple – Programmation d'une droite.
Ouvrir le dialogue de programmation: Ex. Droite
Introduire les coordonnées du point final de la droite,
par ex. -20 en X
Introduire les coordonnées du point final de la droite,
par ex. 30 en Y; valider avec la touche ENT
Sélectionner la correction de rayon: Par exemple,
appuyer sur la softkey R0; l'outil se déplace sans
correction de rayon
Introduire l'avance, valider avec ENT: Ex.
100 mm/min. Avec la programmation INCH:
L'introduction de 100 correspond à l'avance de
10 pouces/min.
Se déplacer en rapide: Appuyer sur FMAX, ou
Déplacer l'outil avec l'avance définie dans la
séquence TOOL CALL: Appuyer sur FAUTO
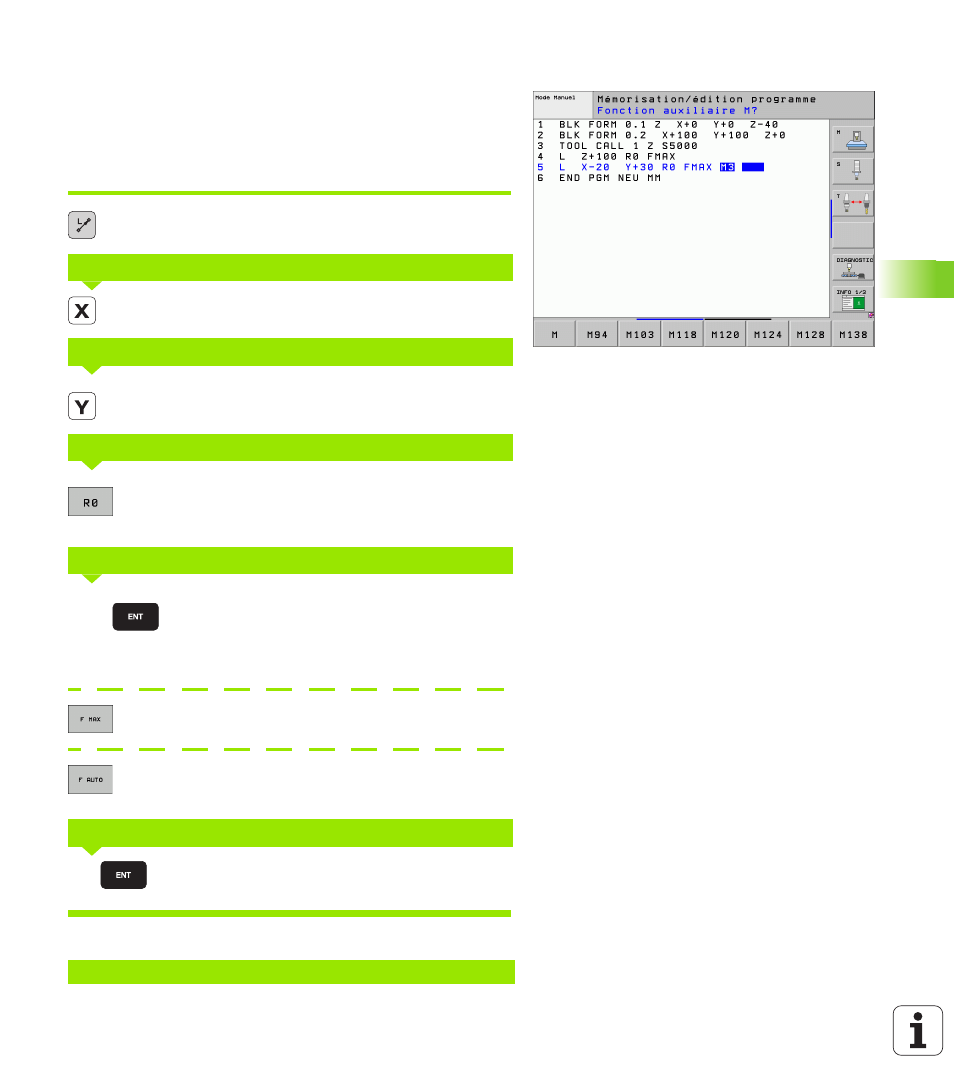
Introduire la fonction auxiliaire, par ex. M3 et fermer
le dialogue avec la touche ENT
Ligne dans le programme d'usinage
COORDONNÉES?
COORDONNÉES?
CORR. RAYON: RL/RR/SANS CORR.:?
AVANCE F=? / F MAX = ENT
FONCTION AUXILIAIRE M?
L X-20 Y+30 R0 FMAX M3
100
3