HEIDENHAIN iTNC 530 (340 49x-02) Manuel d'utilisation
Page 274
274
7 Programmation: Fonctions auxiliaires
7.
4 F
o
nctions auxiliair
es pour le compor
te
ment de cont
our
nag
e
Calcul anticipé d'un contour avec correction de
rayon (LOOK AHEAD): M120
Comportement standard
Lorsque le rayon d'outil est supérieur à un élément de contour qui doit
être usiné avec correction de rayon, la TNC interrompt l'exécution du
programme et affiche un message d'erreur. M97 (cf. „Usinage de
petits éléments de contour. M97” à la page 269) évite le message
d'erreur mais provoque une marque de dépouille et décale en outre le
coin.
Si le contour comporte des contre-dépouilles, la TNC endommage
celui-ci.
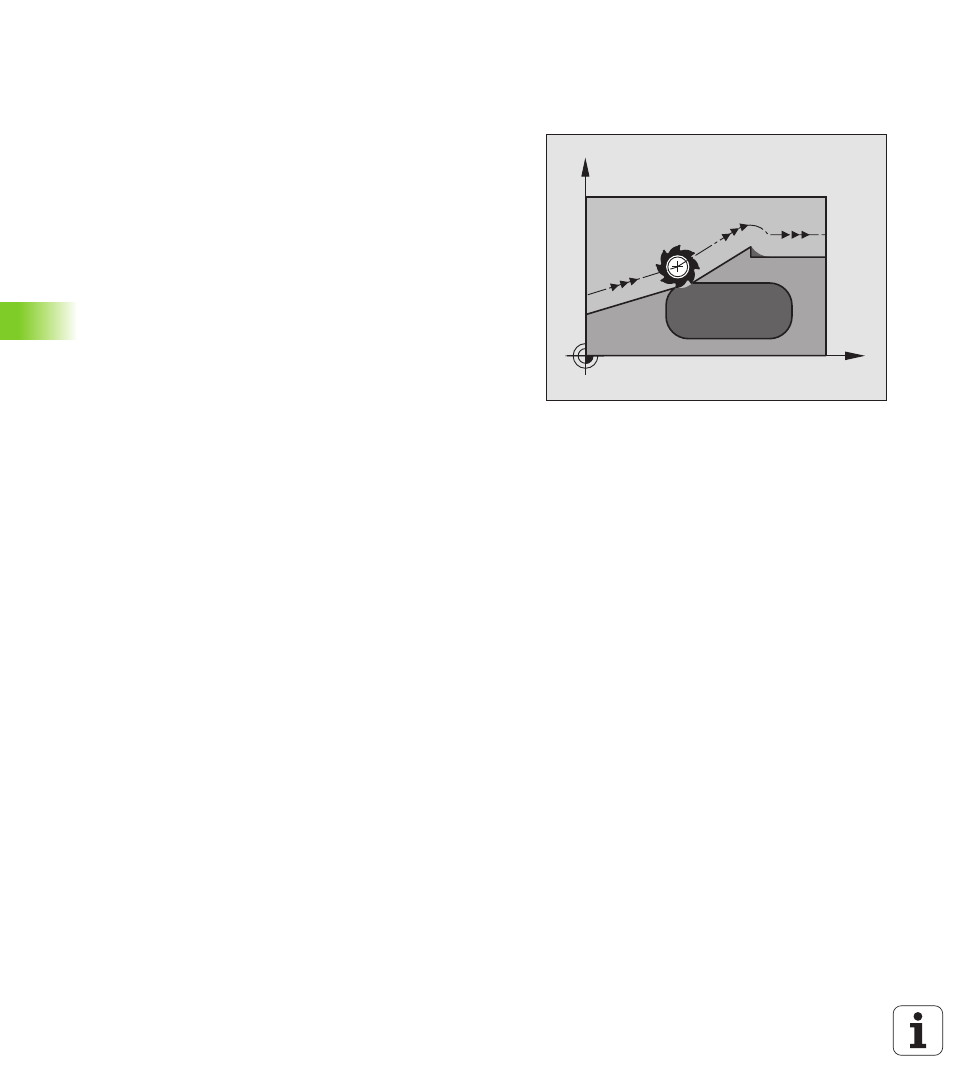
Comportement avec M120
La TNC vérifie un contour avec correction de rayon en prévention des
contre-dépouilles et dépouilles. Elle calcule par anticipation la
trajectoire de l'outil à partir de la séquence actuelle. Les endroits où
le contour pourrait être endommagé par l'outil restent non usinés
(représentation en gris sombre sur la figure). Vous pouvez également
utiliser M120 pour attribuer une correction de rayon d'outil à des
données ou données de digitalisation créées par un système de
programmation externe. De cette manière, les écarts par rapport au
rayon d'outil théorique sont compensables.
Le nombre de séquences (99 max.) que la TNC inclut dans son calcul
anticipé est à définir avec LA (de l'angl. Look Ahead: Voir avant,
anticiper) derrière M120. Plus le nombre de séquences que vous avez
sélectionné pour le calcul anticipé est élevé et plus lent sera le
traitement des séquences.
Introduction
Si vous introduisez M120 dans une séquence de positionnement, la
TNC poursuit le dialogue pour cette séquence et réclame le nombre
LA de séquences pour lesquelles elle doit effectuer le calcul anticipé.
Effet
M120 doit être située dans une séquence CN qui contient aussi la
correction de rayon RL ou RR. M120 est active à partir de cette
séquence et jusqu'à ce que
la correction de rayon soit annulée avec R0
M120 LA0 soit programmée
M120 soit programmée sans LA
et qu'un autre programme soit appelé avec PGM CALL
Incliner le plan d'usinage avec le cycle 19 ou la fonction PLANE
M120 devient active en début de séquence.
X
Y