HEIDENHAIN iTNC 530 (340 422) Manuel d'utilisation
Page 478
478
9 Programmation: Fonctions spéciales
9.8 Définir le compor
te
ment de po
sitionnement de la f
o
nction PLANE
Sélection d'alternatives d'inclinaison: SEQ +/–
(introduction optionnelle)
A partir de la situation que vous avez choisie pour le plan d'usinage, la
TNC doit calculer pour les axes rotatifs présents sur votre machine la
position qui leur convient. Généralement, on a toujours deux solutions.
Avec le sélecteur SEQ, vous définissez la solution que doit utiliser la
TNC:
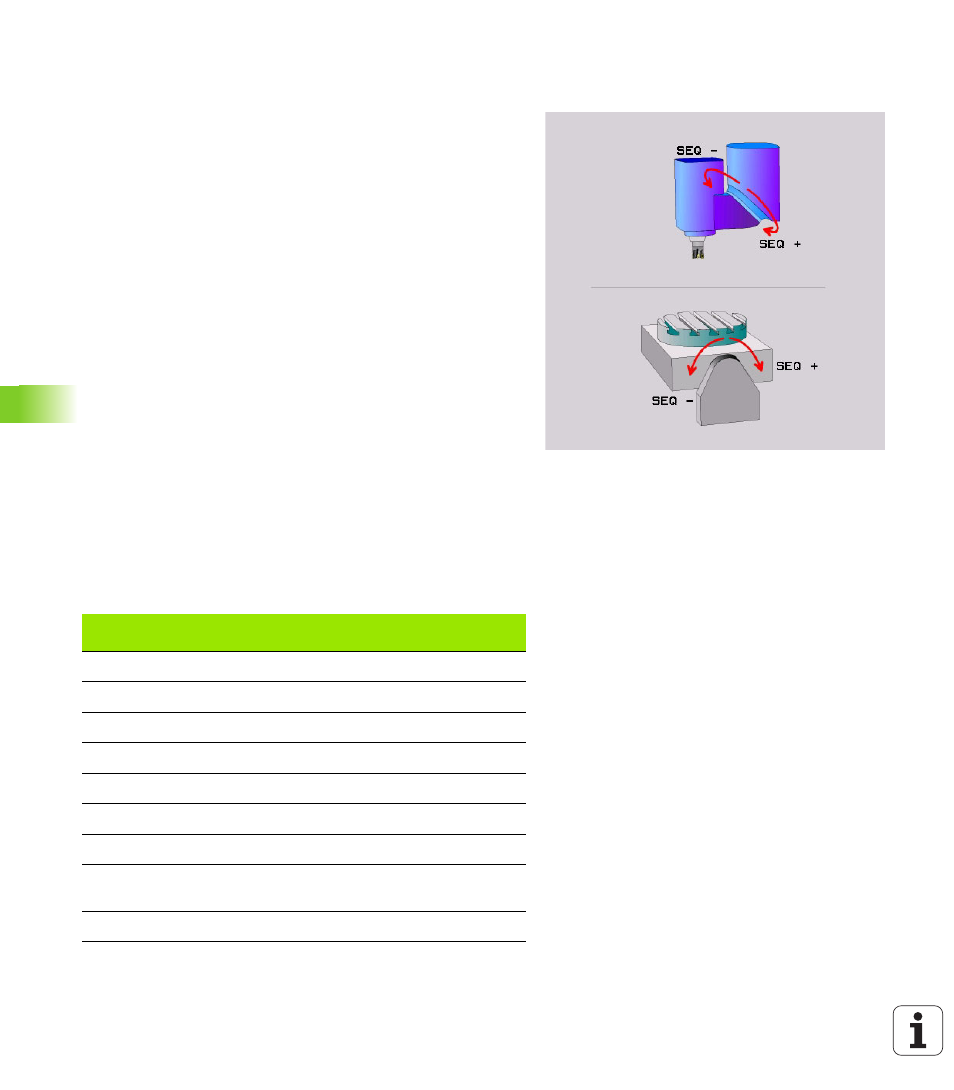
SEQ+
positionne l'axe maître de manière à adopter un angle positif.
L'axe maître est le 2ème axe rotatif en partant de la table ou bien le
1er axe rotatif en partant de l'outil (en fonction de la configuration de
la machine; cf. également fig. en haut et à droite)
SEQ–
positionne l'axe maître de manière à adopter un angle négatif.
Si la solution que vous avez choisie avec SEQ ne se situe pas dans la
zone de déplacement de la machine, la TNC délivre le message
d'erreur Angle non autorisé.
Si vous ne définissez pas SEQ, la TNC calcule la solution de la manière
suivante:
1
La TNC vérifie tout d'abord si les deux solutions sont situées dans
la zone de déplacement des axes rotatifs
2
Si tel est le cas, la TNC choisit la solution qui peut être atteinte sur
la course la plus faible
3
Si une seule solution se situe dans la zone de déplacement, la TNC
retiendra cette solution.
4
Si aucune solution n'est située dans la zone de déplacement, la
TNC délivre le message d'erreur Angle non autorisé
Exemple d'une machine équipée d'un plateau circulaire C et d'une
table pivotante A. Fonction programmée:
PLANE SPATIAL SPA+0 SPB+45 SPC+0
Fin de course
Position
initiale
SEQ
Résultat
position axe
Aucun
A+0, C+0
non progr.
A+45, C+90
Aucun
A+0, C+0
+
A+45, C+90
Aucun
A+0, C+0
–
A–45, C–90
Aucun
A+0, C–105
non progr.
A–45, C–90
Aucun
A+0, C–105
+
A+45, C+90
Aucun
A+0, C–105
–
A–45, C–90
–90 < A < +10
A+0, C+0
non progr.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Message
d'erreur
Aucun
A+0, C–135
+
A+45, C+90