Définition d'une normale de vecteur, Formes d'outils autorisées – HEIDENHAIN iTNC 530 (340 422) Manuel d'utilisation
Page 173
iTNC 530 HEIDENHAIN
173
5.4 Cor
rection d'outil tr
idimensionnelle (option logiciel
2)
Définition d'une normale de vecteur
Une normale de vecteur est une grandeur mathématique qui a une
valeur de 1 et n'importe quel sens. Pour les séquences LN, la TNC a
requiert jusqu'à deux normales de vecteur, l'une pour définir le sens
des normales de surface et l'autre (optionnelle) pour définir le sens de
l'orientation d'outil. Le sens des normales de surface est déterminé par
les composantes NX, NY et NZ. Avec les fraises deux tailles et fraises
à crayon, il s'éloigne perpendiculairement de la surface de la pièce en
direction du point de référence de l'outil P
T
, avec fraise à rayon d'angle:
par P
T
‘ ou P
T
(cf. fig. en haut et à droite). Le sens de l'orientation d'outil
est défini par les composantes TX, TY et TZ
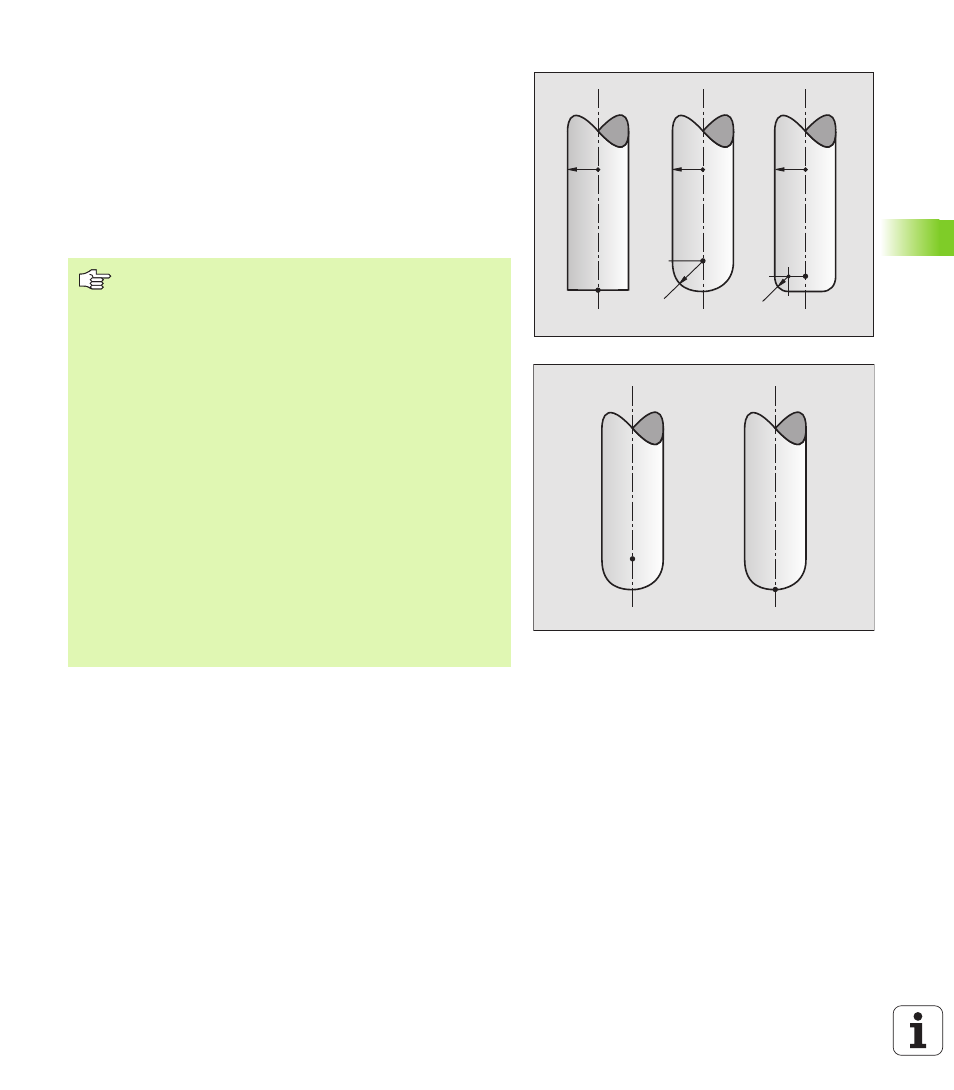
Formes d'outils autorisées
Vous définissez les formes d'outils autorisées (cf. fig. en haut et à
droite) dans le tableau d'outils et avec les rayons d'outil R et R2:
Rayon d'outil R: Cote entre le centre de l'outil et la face externe de
l'outil
Rayon d'outil 2 R2: Rayon d'arrondi entre la pointe de l'outil et la face
externe de l'outil
Le rapport de R et R2 détermine la forme de l'outil:
R2
= 0: Fraise deux tailles
R2
= R: Fraise à crayon
0 < R2 < R: Fraise à rayon d'angle
Ces données permettent également d’obtenir les coordonnées du
point de référence P
T
de l’outil.
Les coordonnées pour la position X,Y, Z et pour les
normales de surface NX, NY, NZ ou TX, TY, TZ doivent être
dans le même ordre à l'intérieur de la séquence CN.
Dans la séquence LN, il faut toujours indiquer toutes les
coordonnées ainsi que toutes les normales de surface, y
compris si les valeurs sont restées les mêmes par rapport
à la séquence précédente.
TX, TY et TZ doivent toujours être définis avec des valeurs
numériques. Les paramètres Q sont interdits.
La correction 3D avec normales de surface est valable
pour les coordonnées dans les axes principaux X, Y, Z.
Si vous changez un outil avec surépaisseur (valeurs delta
positives), la TNC délivre un message d'erreur. Vous
pouvez inhiber le message avec la fonction M107 (cf.
„Conditions requises pour séquence CN avec vecteurs
normaux de surface et correction 3D”, page 167).
La TNC n’émet pas de message d’erreur si des
surépaisseurs d’outil devaient endommager le contour.
Le paramètre-machine 7680 peut définir si le système
CAO a corrigé la longueur d'outil en prenant en compte le
centre de la bille P
T
ou son pôle sud P
SP
(cf. fig. de droite).
P
T
R
R
R
R2
P
T
P
T
R2
P
T
'
P
T
P
SP