7 etalonnage automatique des pièces, Sommaire, Plan de reference, cycle palpeur 0 – HEIDENHAIN TNC 320 (340 551-01) Manuel d'utilisation
Page 432: 4o "dpmm"vf"¤ph"a¤f=f, Za¾4fåd"z"vft
432
13 Cycles palpeurs en modes Manuel et Manivelle électronique
13.7 Etalonnag
e
aut
o
matique des pièces
13.7 Etalonnage automatique des
pièces
Sommaire
La TNC dispose de trois cycles destinés à l'étalonnage automatique de
pièces ou à l’initialisation du point de référence. Pour définir les cycles,
appuyez la touche TOUCH PROBE en mode de fonctionnement
Programmation ou Positionnement avec introduction manuelle.
Système de référence pour les résultats de la
mesure
La TNC délivre tous les résultats de la mesure dans les paramètres de
résultat ainsi que dans le fichier de procès-verbal en système de
coordonnées actif – et le cas échéant, décalé ou/et pivoté/incliné.
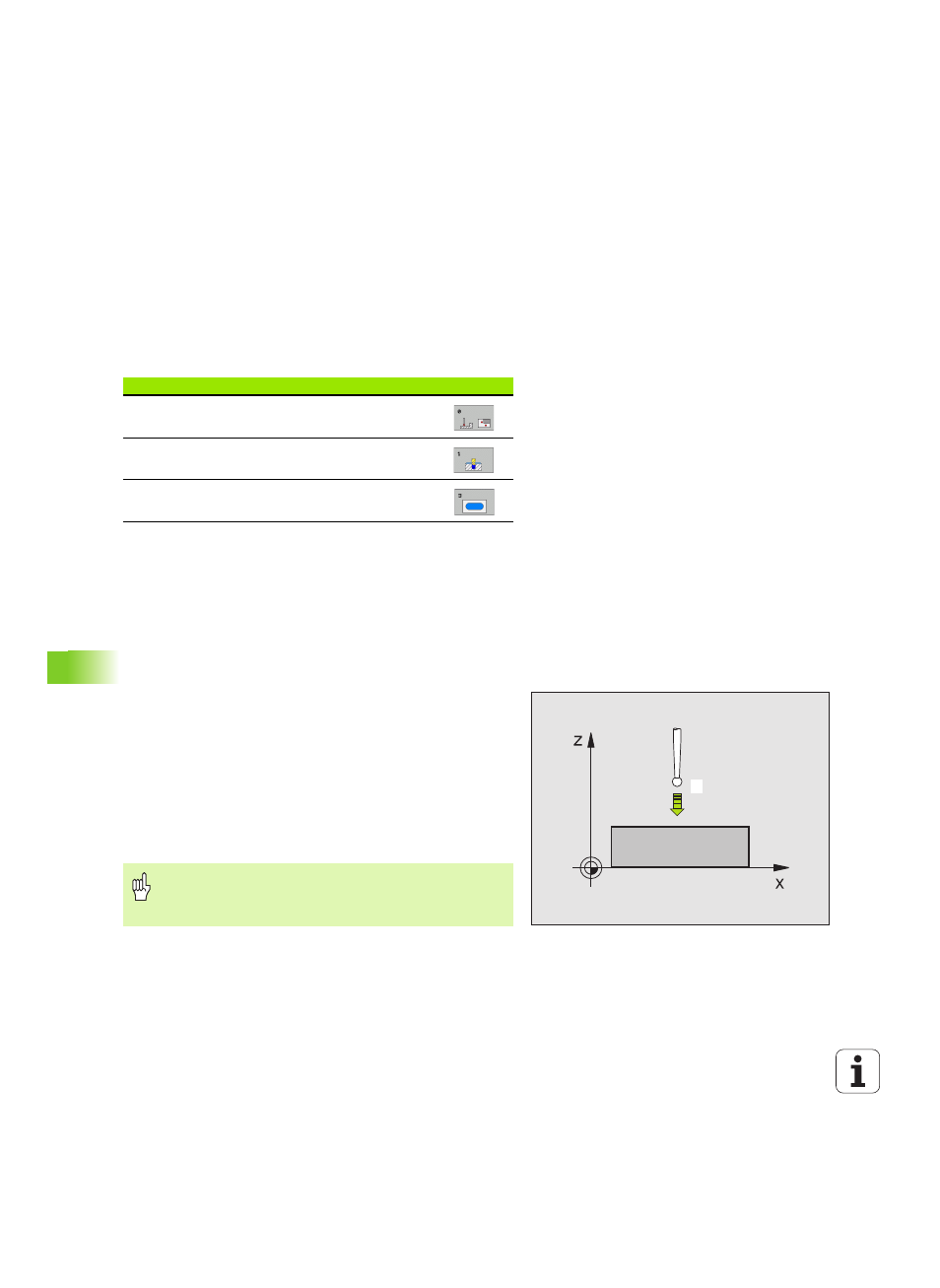
PLAN DE REFERENCE, Cycle palpeur 0
1
En suivant une trajectoire 3D, le palpeur aborde en avance rapide
la position
1
programmé dans le cycle pour le prépositionnement
2
Le palpeur exécute ensuite l'opération de palpage suivant l'avance
de palpage. Le sens du palpage est à définir dans le cycle
3
Lorsque la TNC a enregistré la position, elle rétracte le palpeur au
point initial de l'opération de palpage et enregistre la coordonnée
mesurée dans un paramètre Q. Par ailleurs, la TNC enregistre dans
les paramètres Q115 à Q119 les coordonnées de la position où se
trouve le palpeur au moment du signal de commutation. Pour les
valeurs de ces paramètres, la TNC ne tient pas compte de la
longueur et du rayon de la tige de palpage
Cycle
Softkey
0 PLAN DE REFERENCE
Mesure de coordonnée dans un axe sélectionnable
1 PLAN DE REF POLAIRE
Mesure d'un point, sens de palpage avec angle
3 MESURE
Mesure de la position et du diamètre d'un trou
1
Remarques avant que vous ne programmiez
Pré-positionner le palpeur de manière à éviter toute
collision à l'approche du pré-positionnement programmé.