1 0 ex emples de pr ogr a mmation – HEIDENHAIN TNC 128 (77184x-01) Manuel d'utilisation
Page 418
418
Cycles de perçage et de taraudage
16.1
0
Ex
emples de pr
ogr
a
mmation
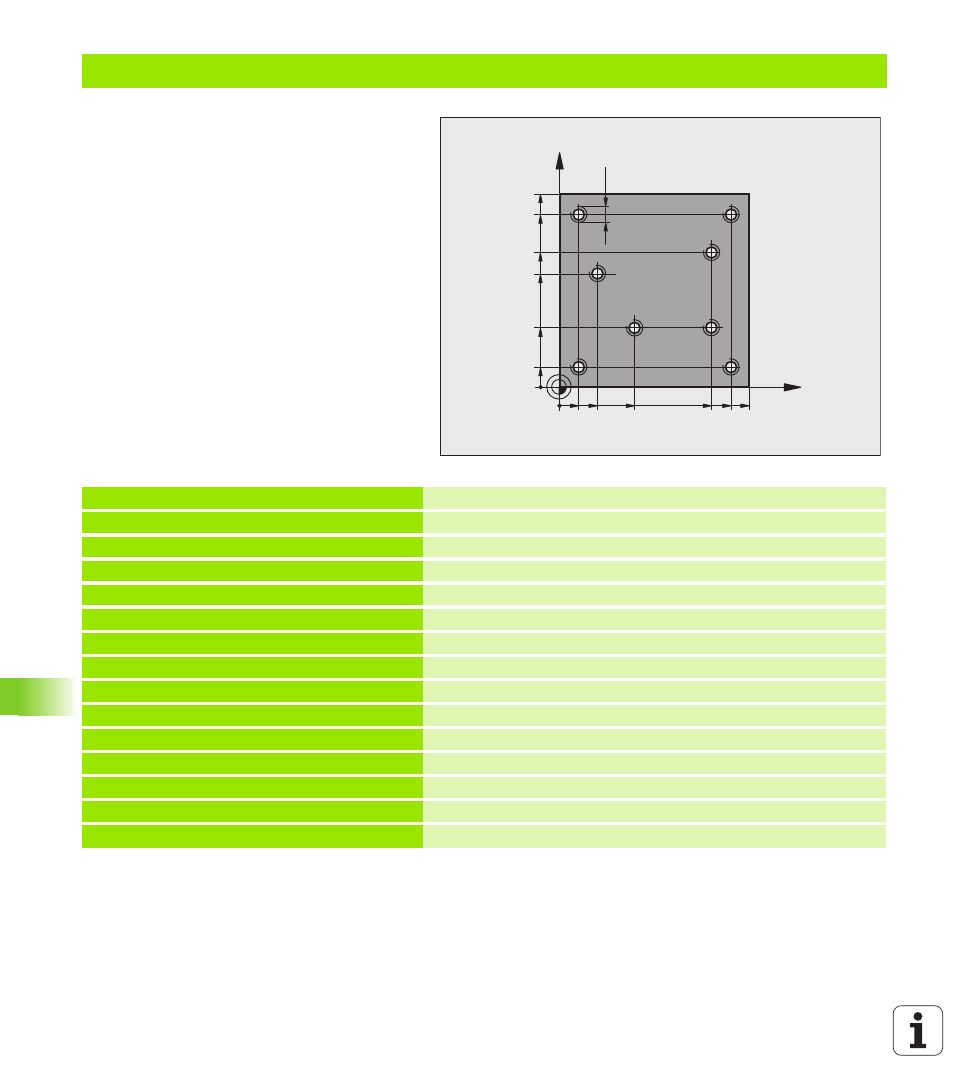
Exemple : utilisation des cycles de perçage en liaison avec PATTERN DEF
Les coordonnées du perçage sont mémorisées
dans la définition du motif PATTERN DEF POS et
sont appelées par la TNC avec CYCL CALL PAT.
Les rayons des outils sont sélectionnés de
manière à visualiser toutes les étapes de
l'usinage dans le graphique de test.
Déroulement du programme
Centrage (rayon d'outil 4)
Perçage (rayon d'outil 2,4)
Taraudage (rayon d'outil 3)
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Définition de la pièce brute
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL CALL 1 Z S5000
Appel d'outil, foret à centrer (rayon d'outil 4)
4
Z+10 R0 F5000
Déplacer l'outil à hauteur de sécurité (programmer F avec valeur),
la TNC le positionne après chaque cycle à hauteur de sécurité)
5 PATTERN DEF
Définir toutes les positions de perçage dans le motif de points
POS1( X+10 Y+10 Z+0 )
POS2( X+40 Y+30 Z+0 )
POS3( X+20 Y+55 Z+0 )
POS4( X+10 Y+90 Z+0 )
POS5( X+90 Y+90 Z+0 )
POS6( X+80 Y+65 Z+0 )
POS7( X+80 Y+30 Z+0 )
POS8( X+90 Y+10 Z+0 )
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6