Correction non-linéaire de défauts d'axes – HEIDENHAIN ND 730 v.3 Manuel d'utilisation
Page 37
38
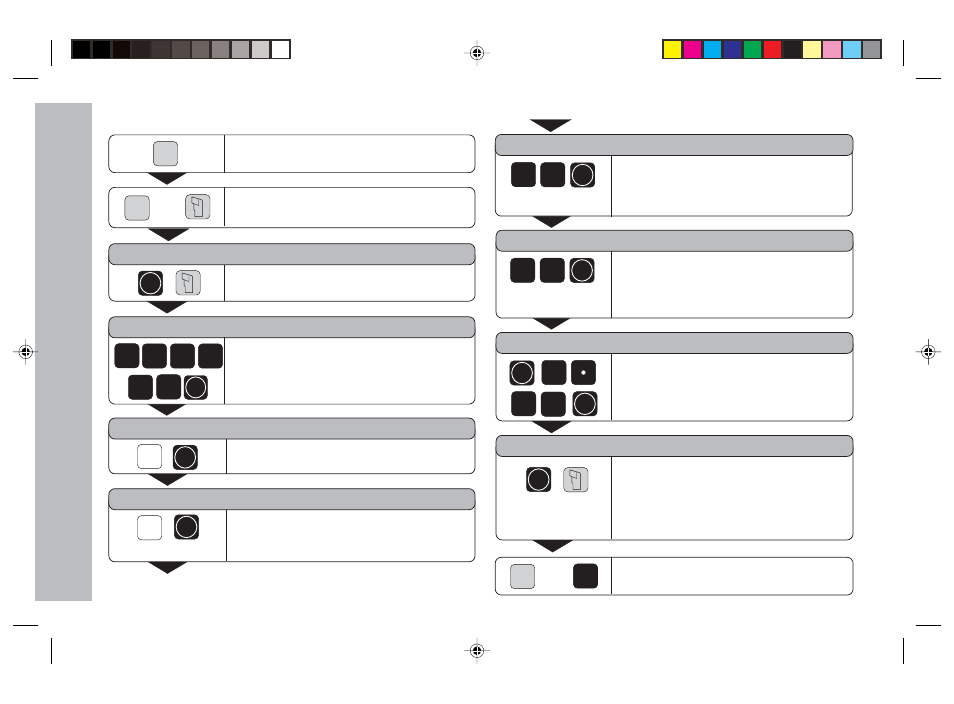
Correction non-linéaire de défauts d'axes
Sélection du tableau de valeurs de correction, introduire un
défaut d'axe
PT REF. X
Introduire le point de référence pour le
défaut d'axe sur l'axe provoquant de
défaut, par ex. 27 mm, valider l'intro-
duction avec ENT.
2
7
EC. PTS X
Introduire la distance entre les points de
correction sur l'axe provoquant le
défaut, par ex. 2
10
µm (soit 1.024 mm),
valider l'introduction avec ENT
1
0
2 7 . 0 0 0
Sélectionner la valeur de correction n°1
et introduire la valeur de correction qui
lui correspond, par ex. 0.01 mm, valider
l'introduction avec ENT.
0
0
1
Introduire les autres points de
correction. Si vous appuyez sur la
touche „MOINS“, le numéro du point
de correction actuel situé sur l'axe X
s'affiche.
Clôre l'introduction des données.
C O D E
Introduire le code 10 52 96,
valider avec ENT.
1
0
5
2
9
6
ENT
X
AXE X
Sélectionner l'axe à corriger, par ex. X,
valider l'introduction avec ENT.
X FCT. X
Introduire l'axe provoquant le défaut,
par ex. X (défaut du pas de vis), valider
avec ENT.
•
•
X
SPEC
FCT
ENT
ENT
ENT
ENT
ENT
ENT
SPEC
FCT
Sélectionner „Paramètres“ si nécessaire
en appuyant plusieurs fois sur „OUTIL“.
ENT
ENT
SPEC
FCT
ou
CL
ou
P A R A M E T R E S
Sélectionner les fonctions spéciales.
Sélectionner le dialogue pour
l'introduction du code.
2 8 . 0 2 4
T4_ND730.PM6
21.07.2004, 08:45
38