HEIDENHAIN iTNC 530 (34049x-08) Manuel d'utilisation
Page 532
532
Programmation: usinage multiaxes
12.6 Cor
rection d'outil tr
idimensi
onnelle (option de logiciel 2)
Programme CN
Par principe, 3D-ToolComp ne fonctionne qu'avec des programmes
contenant des vecteurs normaux aux surfaces (voir „Définition d'un
vecteur normé” à la page 523). Veillez aux points suivant lors de
l'élaboration d'un programme CN avec un système de FAO:
Si le programme CN se réfère au centre de l'outil (centre de la fraise
boule) , vous devez définir la valeur nominale du rayon R2 de la fraise
hémisphérique dans le tableau d'outil TOOL.T.
Si le programme CN se réfère au bout de l'outil (pôle sud), vous
devez définir la valeur nominale du rayon R2 de la fraise
hémisphérique, et en plus la valeur R2 comme valeur delta négative
dans la colonne DL dans le tableau d'outil TOOL.T.
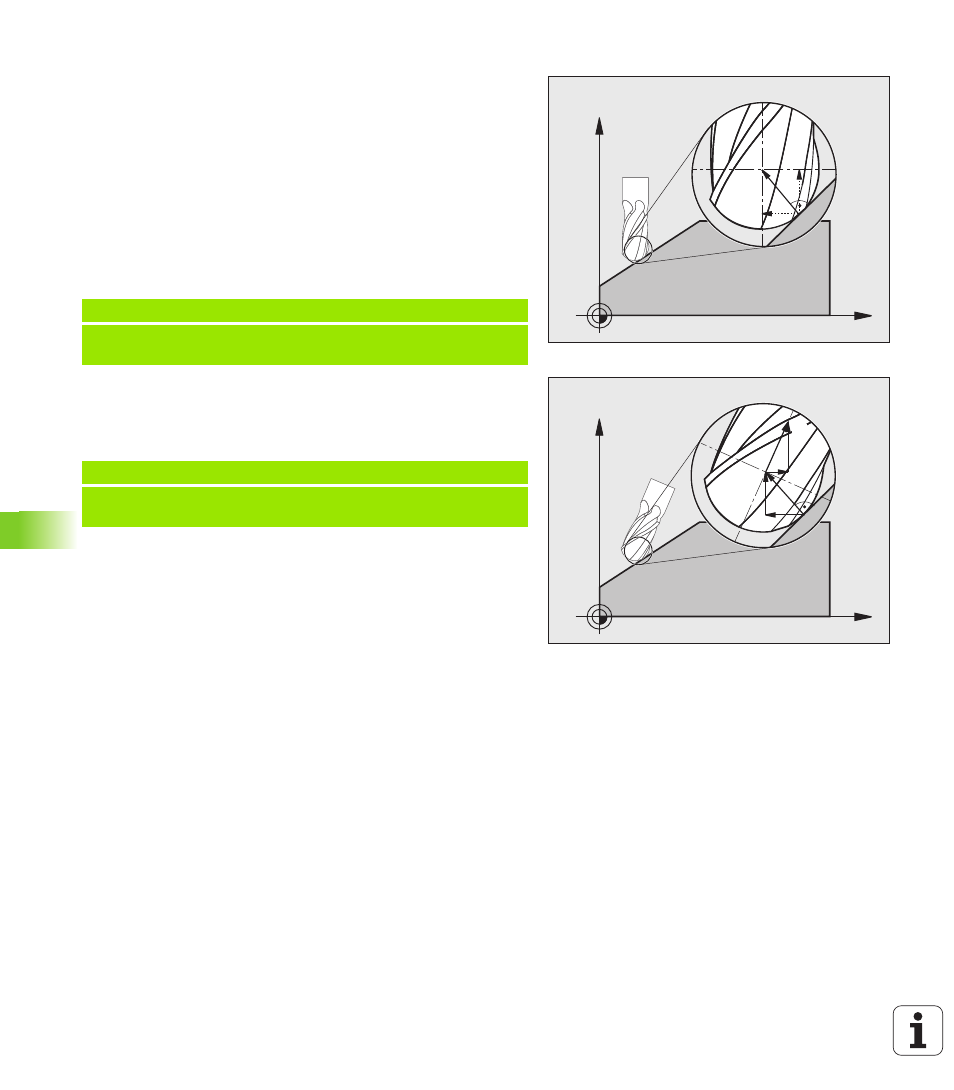
Exemple: programme trois axes avec vecteurs normaux aux surfaces
Exemple: programme cinq axes avec vecteurs normaux aux surfaces
X
Z
NZ
NX
X
Z
NX
NZ
N
T
TZ
TX
FUNCTION TCPM OFF
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000
X, Y, Z
:
Position des points du parcours d'outil
NX, NY, NZ
:
Composantes des normales aux surfaces
FUNCTION TCPM F TCP AXIS POS PATHCTRL AXIS
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000
X, Y, Z
:
Position des points du parcours d'outil
NX, NY, NZ
:
Composantes des normales aux surfaces
TX, TY, TZ
:
Composantes du vecteur normé pour l'orientation de
l'outil