Tenon rectangulaire (cycle 256) – HEIDENHAIN iTNC 530 (340 49x-04) Manuel d'utilisation
Page 431
iTNC 530 HEIDENHAIN
431
8.6 Cy
cles de fr
aisag
e
de poc
hes, t
e
nons et r
a
inur
es
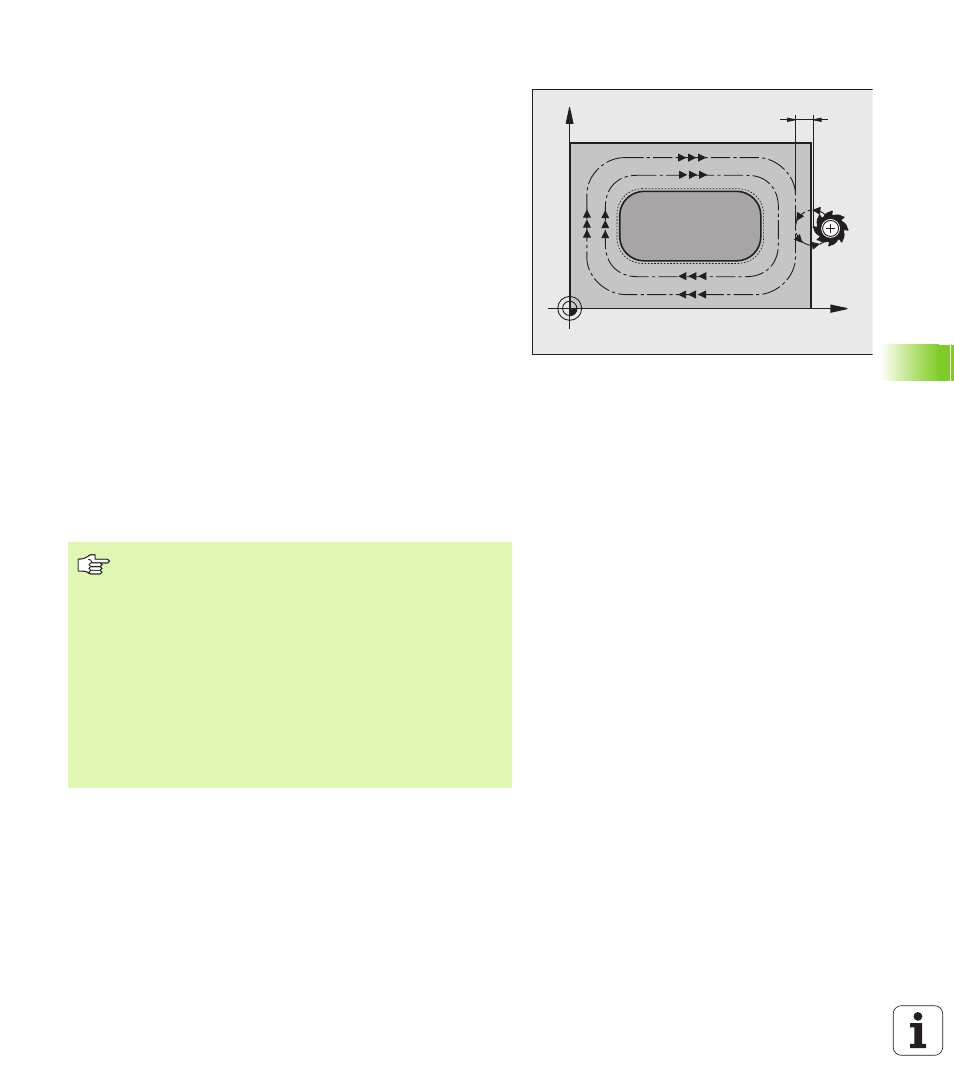
TENON RECTANGULAIRE (cycle 256)
Le cycle Tenon rectangulaire 256 vous permet d'usiner un tenon
rectangulaire. Si une cote de la pièce brute est supérieure à la passe
latérale max., la TNC exécute alors plusieurs passes latérales jusqu'à
ce que la cote finale soit atteinte.
1
L'outil part de la position initiale du cycle (centre du tenon) et se
déplace dans le sens positif de X jusqu'à la position initiale
d'usinage du tenon. La position initiale est située à 2 mm à droite
de la pièce brute du tenon
2
Si l'outil se trouve au saut de bride, la TNC le déplace en rapide
FMAX à la distance d'approche et ensuite, à la première
profondeur de passe suivant l'avance de plongée en profondeur
3
Ensuite, l'outil se déplace sur un demi-cercle, tangentiellement au
contour du tenon et fraise une boucle.
4
Si la cote finale n'est pas atteinte avec une seule boucle, la TNC
positionne l'outil latéralement à la profondeur de passe actuelle et
fraise ensuite une autre boucle. Pour cela, la TNC tient compte de
la cote de la pièce brute, de celle de la pièce finie ainsi que de la
passe latérale autorisée. Ce processus est répété jusqu'à ce que
la cote finale programmée soit atteinte
5
Puis l'outil quitte le contour en suivant un demi-cercle tangentiel et
retourne au point initial de l'usinage du tenon
6
La TNC déplace ensuite l'outil à la profondeur de passe suivante et
usine le tenon à cette profondeur
7
Ce processus est répété jusqu'à ce que la profondeur de tenon
programmée soit atteinte
X
Y
2mm
Remarques avant que vous ne programmiez
Pré-positionner l'outil à la position initiale dans le plan
d'usinage et avec correction de rayon R0. Tenir compte du
paramètre Q367 (position du tenon).
La TNC pré-positionne l'outil automatiquement dans l'axe
d'outil. Tenir compte du paramètre Q204 (saut de bride).
Le signe du paramètre de cycle Profondeur détermine le
sens de l’usinage. Si vous programmez Profondeur = 0, la
TNC n'exécute pas le cycle.
Pour terminer, la TNC rétracte l'outil à la distance
d'approche ou – si celui-ci est programmé – au saut de
bride