2 calcul aut o matique des points de référ e nce – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manuel d'utilisation
Page 68
68
3 Cycles palpeurs pour le contrôle automatique de la pièce
3.2 Calcul aut
o
matique des points de référ
e
nce
8
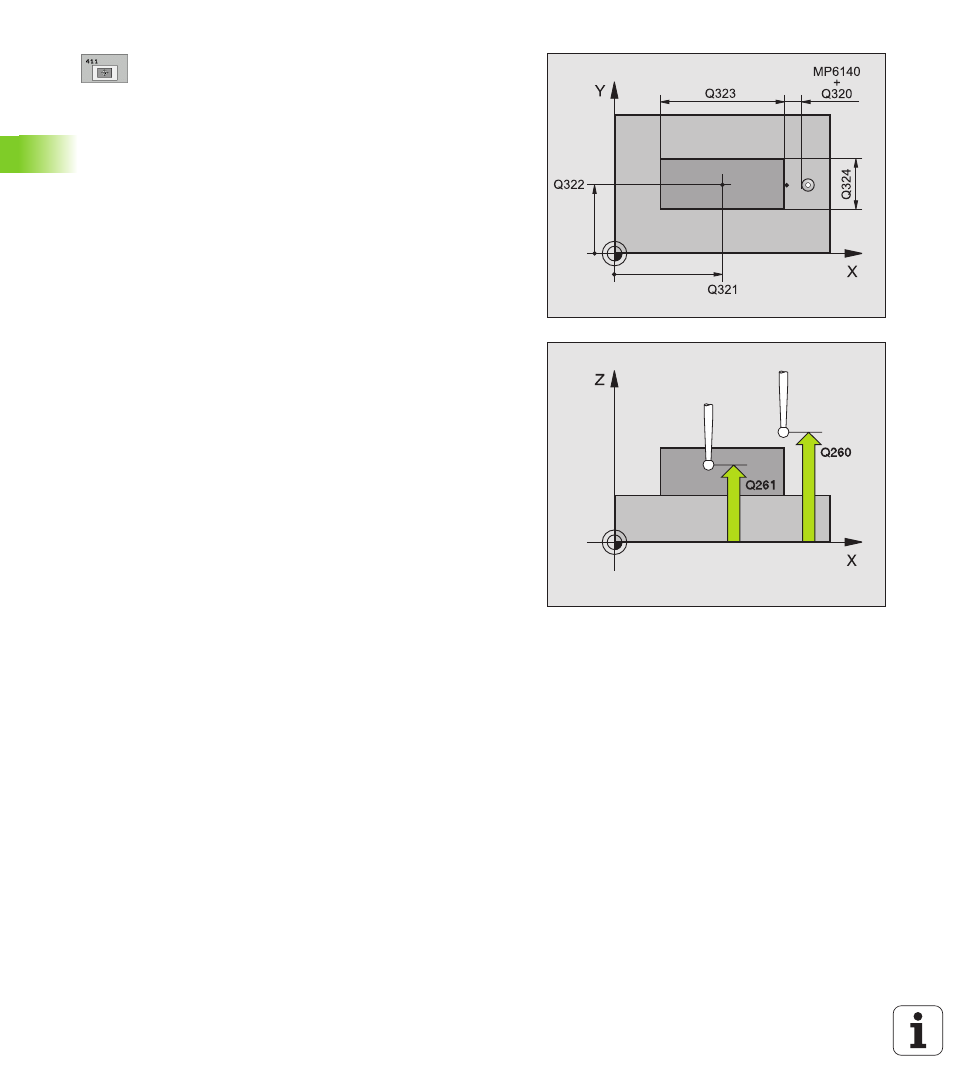
Centre 1er axe
Q321 (en absolu): Centre du tenon
dans l'axe principal du plan d'usinage
8
Centre 2ème axe
Q322 (en absolu): Centre du tenon
dans l'axe auxiliaire du plan d'usinage
8
1er côté
Q323 (en incrémental): Longueur du tenon
parallèle à l'axe principal du plan d'usinage
8
2ème côté
Q324 (en incrémental): Longueur du tenon
parallèle à l'axe auxiliaire du plan d'usinage
8
Hauteur mesure dans l'axe du palpeur
Q261 (en
absolu): Coordonnée du centre de la bille (=point de
contact) dans l'axe du palpeur sur lequel doit être
effectuée la mesure
8
Distance d'approche
Q320 (en incrémental): Distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 agit en complément de PM6140
8
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de serrage)
8
Déplacement haut. sécu.
Q301: Définir comment le
palpeur doit se déplacer entre les points de mesure:
0: Déplacement entre les points de mesure, à la
hauteur de mesure
1: Déplacement entre les points de mesure, à la
hauteur de sécurité
8
Numéro point zéro dans tableau
Q305: Indiquer le
numéro dans le tableau de points zéro/Preset sous
lequel la TNC doit mémoriser les coordonnées du
centre du tenon. Si vous introduisez Q305=0, la TNC
initialise automatiquement le nouveau point de
référence au centre du tenon
8
Nouveau pt de réf. axe principal
Q331 (en absolu):
Coordonnée dans l'axe principal à laquelle la TNC doit
initialiser le centre calculé pour le tenon.
Configuration par défaut = 0
8
Nouveau pt de réf. axe auxiliaire
Q332 (en
absolu): Coordonnée dans l'axe auxiliaire à laquelle la
TNC doit initialiser le centre calculé pour le tenon.
Configuration par défaut = 0