6 exemples de programmation – HEIDENHAIN TNC 320 (340 55x-04) ISO programming Manuel d'utilisation
Page 191
Advertising
HEIDENHAIN TNC 320
191
7.
6 Ex
emples de pr
ogr
a
mmation
7.6 Exemples de programmation
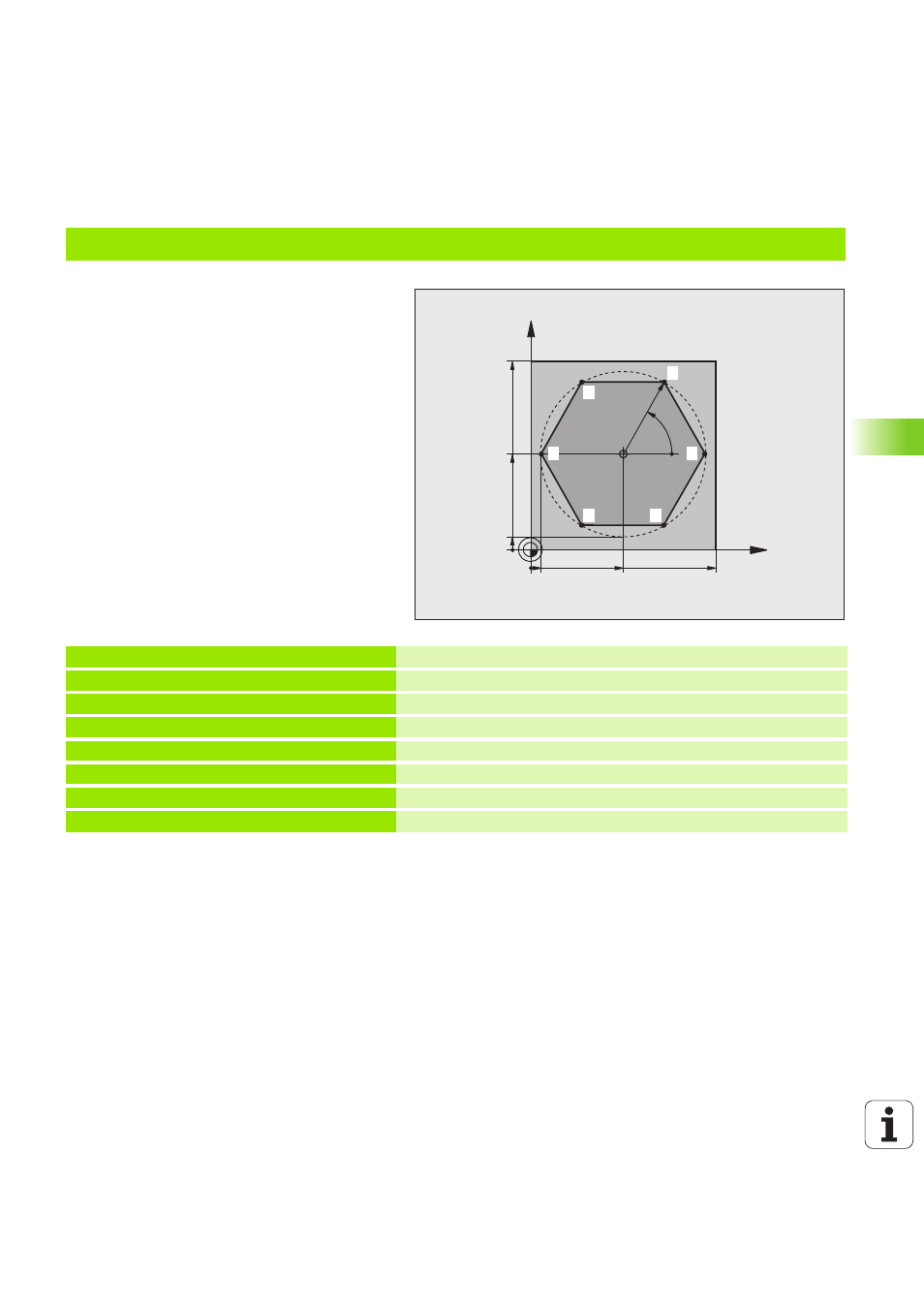
Exemple : Fraisage d’un contour en plusieurs passes
Déroulement du programme
Pré-positionner l'outil sur l’arête supérieure de la
pièce
Introduire la passe en valeur incrémentale
Fraisage de contour
Répéter la passe et le fraisage du contour
%PGMWDH G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S3500 *
Appel de l'outil
N40 G00 G40 G90 Z+250 *
Dégager l'outil
N50 I+50 J+50 *
Initialiser le pôle
N60 G10 R+60 H+180 *
Pré-positionnement dans le plan d’usinage
N70 G01 Z+0 F1000 M3 *
Pré-positionnement sur l’arête supérieure de la pièce
X
Y
50
100
50
CC
5
100
R45
60°
5
4
1
2
6
5
3
Advertising