Mesure plan (cycle palpeur 431, din/iso: g431), 3 etalonnag e aut o matique des pièces – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manuel d'utilisation
Page 136
136
3 Cycles palpeurs pour le contrôle automatique des pièces
3.3 Etalonnag
e
aut
o
matique des pièces
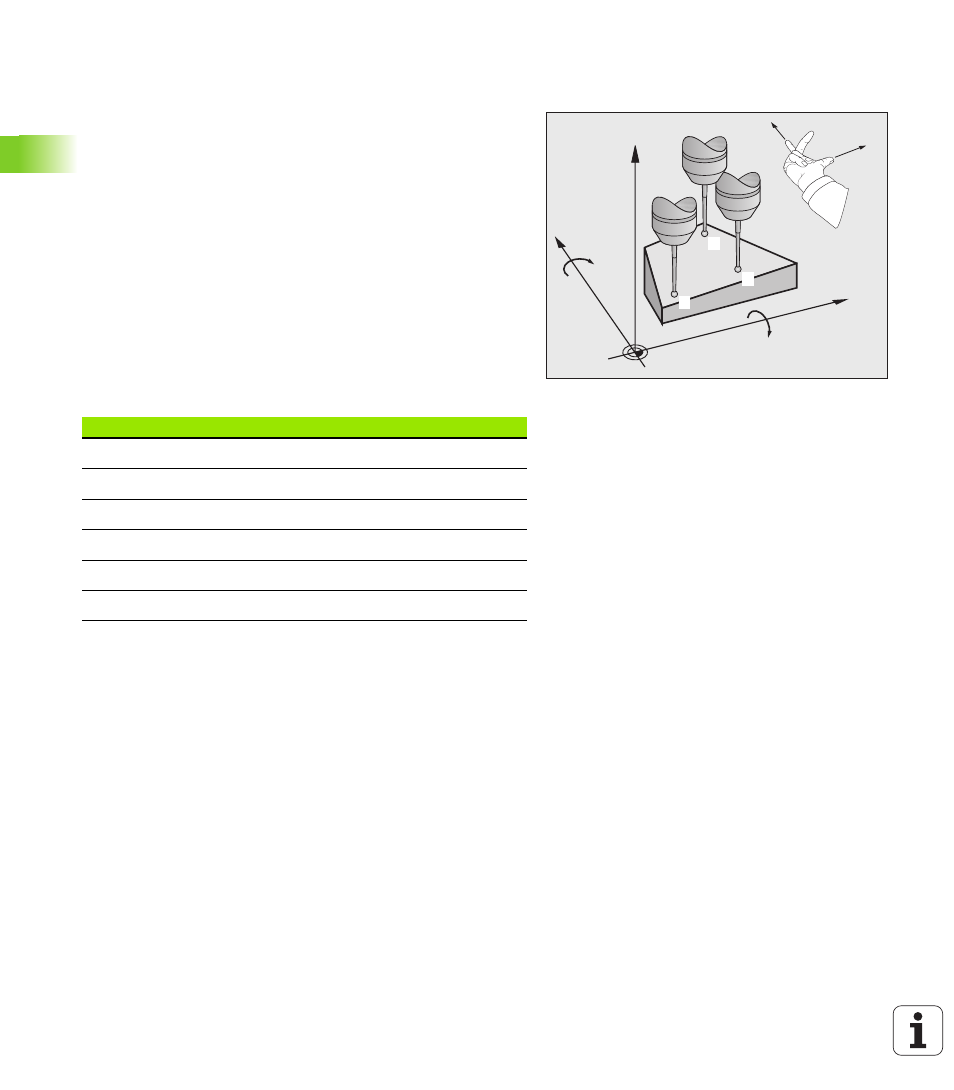
MESURE PLAN (cycle palpeur 431,
DIN/ISO: G431)
Le cycle palpeur 431 détermine l'angle d'un plan grâce à la mesure de
trois points et mémorise les valeurs dans les paramètres-système.
1
La TNC positionne le palpeur en avance rapide (valeur dans la
colonne FMAX) et selon la logique de positionnement (cf. „Travail
avec les cycles palpeurs” à la page 21) au point de palpage
programmé
1
où celui-ci mesure le premier point du plan. Ce
faisant, la TNC décale le palpeur de la valeur de la distance
d'approche, dans le sens opposé au sens de palpage
2
Le palpeur est ensuite rétracté à la hauteur de sécurité, puis
positionné dans le plan d'usinage, sur le point de palpage
2
où il
mesure la valeur effective du deuxième point du plan
3
Le palpeur est ensuite rétracté à la hauteur de sécurité, puis
positionné dans le plan d'usinage, sur le point de palpage
3
où il
mesure la valeur effective du troisième point du plan
4
La TNC rétracte ensuite le palpeur à la hauteur de sécurité et
mémorise les valeurs angulaires calculées dans les paramètres Q
suivants:
X
Z
Y
1
2
3
+X
+Y
A
B
Numéro paramètre
Signification
Q158
Angle de l'axe de projection A
Q159
Angle de l'axe de projection B
Q170
Angle dans l'espace A
Q171
Angle dans l'espace B
Q172
Angle dans l'espace C
Q173
Valeur de mesure dans l'axe du palpeur