Fonctionnement de la torche machine -12, Tableau de coupe -12 – Hypertherm Powermax600 Rev.2 Manuel d'utilisation
Page 36
FONCTIONNEMENT
4-12
HYPERTHERM PMX600 Manuel d’instructions
9/24/99
FONCTIONNEMENT DE LA TORCHE MACHINE
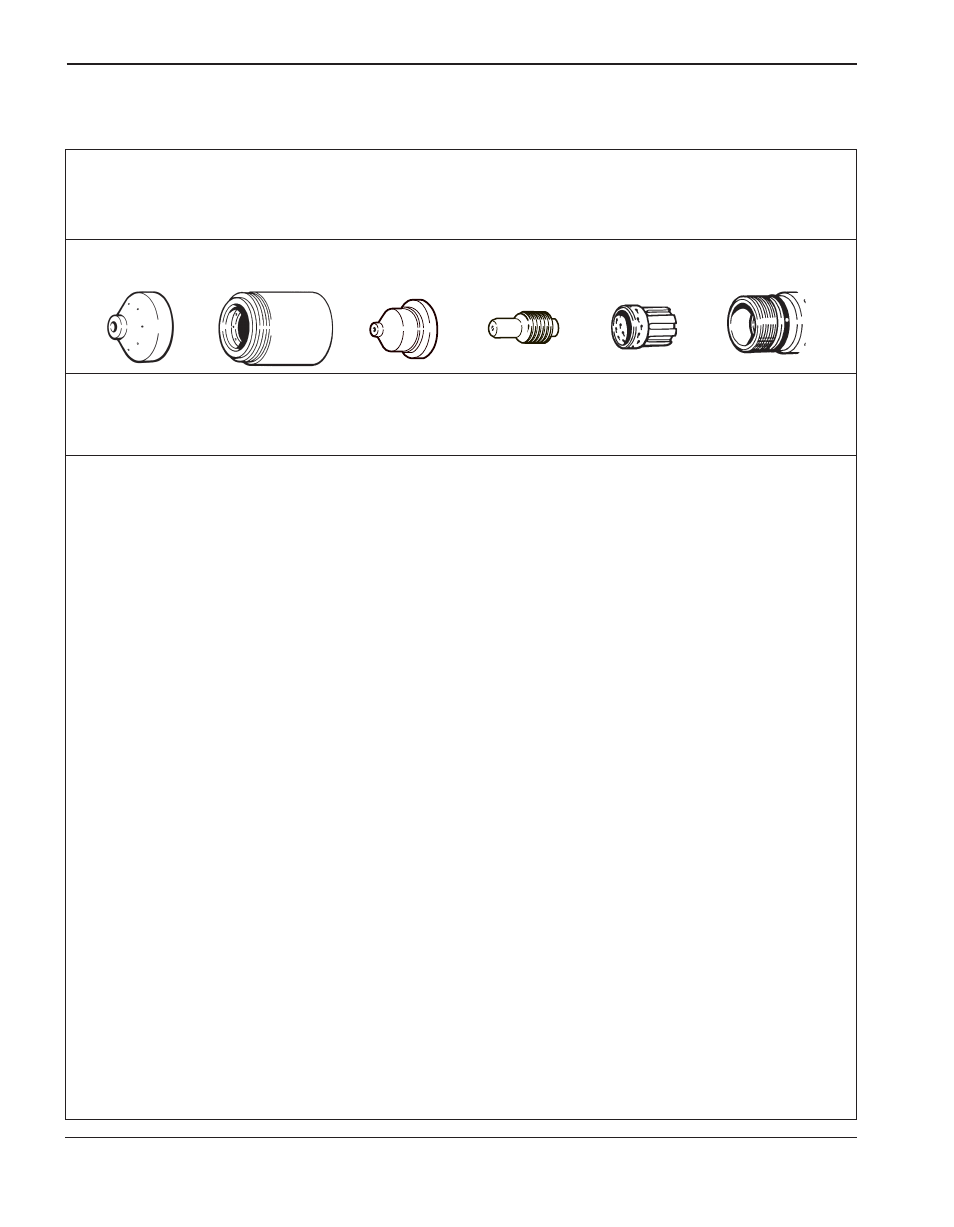
Tableau de coupe – Pièces consommables 40 A standard
• Les réglages recommandés suivants sont donnés pour le coupage mécanique.
• Pour le tableau suivant, l’écartement torche-pièce est de 1/16 inch / 1,5 mm pour toutes les coupes.
Protecteur
120827
Buse de protection
120600
Buse
120826
Électrode
120573
Diffuseur
120576
Torche
PAC123
Épaisseur Courant
-
Tension
-
Vitesse
Retard
de matériau
de l’arc
de l’arc
recommandée
de perçage
(ga. or in.) (mm)
Matériau
(A)
(
V c.c.
)
(ipm)
(mm/min.)
(
Sec.
)
26 ga.
0,5
Aciers doux
20
155
270
6850
0
16 ga.
1,5
Aciers doux
20
155
70
1780
0
16 ga.
1,5
Aciers doux
40
120
400
10150
0
1/8"
3
Aciers doux
40
120
190
4950
0,5
1/4"
6
Aciers doux
40
130
65
1680
1,0
3/8"
10
Aciers doux
40
140
25
640
†
1/2"
13
Aciers doux
40
140
18
460
†
5/8"
16
Aciers doux
40
150
9
250
†
0.020"
1
Aluminium
20
170
160
4150
0
0.060"
1,5
Aluminium
20
170
130
3330
0
16 ga.
1,5
Aluminium
40
130
430
10900
0
1/8"
3
Aluminium
40
135
170
4450
0,5
1/4"
6
Aluminium
40
140
60
1620
1,0
3/8"
10
Aluminium
40
150
20
510
†
1/2"
13
Aluminium
40
150
16
410
†
5/8"
16
Aluminium
40
160
8
200
†
26 ga.
0,5
Aciers inox.
20
160
230
5970
0
16 ga.
1,5
Aciers inox.
20
160
50
1270
0
16 ga.
1,5
Aciers inox.
40
130
400
10150
0
1/8"
3
Aciers inox.
40
140
160
4060
0,5
1/4"
6
Aciers inox.
40
140
50
1320
1,0
3/8"
10
Aciers inox.
40
140
20
510
†
1/2"
13
Aciers inox.
40
150
13
330
†
5/8"
16
Aciers inox.
40
160
7
180
†
† Pour couper un matériau de plus de 6 mm d’épaisseur, amorcer la torche au bord de la pièce à couper.