Acier inoxydable, Fonctionnement, Plasma h35-n – Hypertherm HD4070 Rev.8 Manuel d'utilisation
Page 37: Protection 100 a coupage, Système métrique
FONCTIONNEMENT
1
2-24
HD4070
Manuel de l’opérateur
Acier inoxydable
Plasma H35-N
2
/ N
2
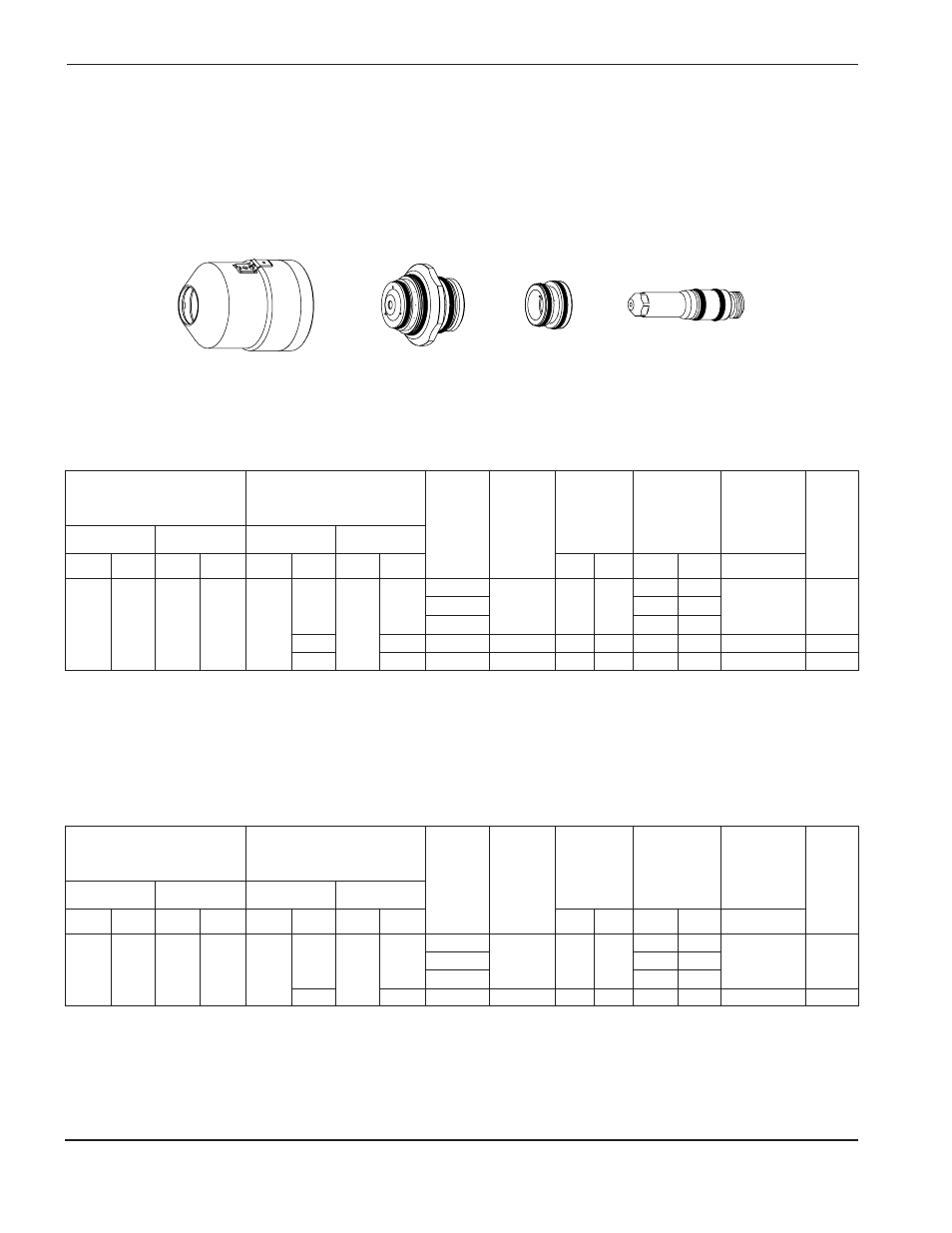
Protection
100 A Coupage
Couleurs des joints toriques : gris/vert (voir page 2-14)
1/4
123
0,10
2,5
65
1 651
20
45
5/16
60
1 524
200
0,6
17
20
0
75
17
0
3/8
55
1 397
16
60
7/16
126
0,11
2,8
48
1 219
210
0,7
13
76
1/2
128
0,12
3,0
40
1 016
220
0,8
Hauteur de perçage = distance torche-pièce multipliée par le facteur de hauteur de perçage
Hauteur de perçage = distance torche-pièce multipliée par le facteur de hauteur de perçage
SYSTÈME ANGLAIS
Épaisseur
du
matériau
(po.)
Plasma
N
2
N
2
N
2
N
2
po.
mm
ipm
mm/m
%
H35
H35
H35
H35
Plasma
Protection
Protection
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Facteur de
hauteur de
perçage
Retard
de
perçage
Test-débit préliminaire
%
Débit de test-marche
%
6
1 651
65
17
20
0
75
17
20
0
45
8
123
0,10
2,5
1 524
60
200
0,6
10
1 397
55
13
75
12
128
0,12
3,0
1 016
40
220
0,8
SYSTÈME MÉTRIQUE
Épaisseur
du
matériau
(mm)
Plasma
N
2
N
2
N
2
N
2
mm
po.
mm/m
ipm
%
H35
H35
H35
H35
Plasma
Protection
Protection
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Facteur de
hauteur de
perçage
Retard
de
perçage
Test-débit préliminaire
%
Débit de test-marche
%
120907
120720
120719
120718