Exemple : programmation fk 2, 239 exemple : programmation fk 2 – HEIDENHAIN TNC 640 (34059x-02) Manuel d'utilisation
Page 239
Contournage : programmation flexible de contours FK
6.6
6
TNC 640 | Manuel d'utilisation HEIDENHAIN-Conversationnel | 7/2013
239
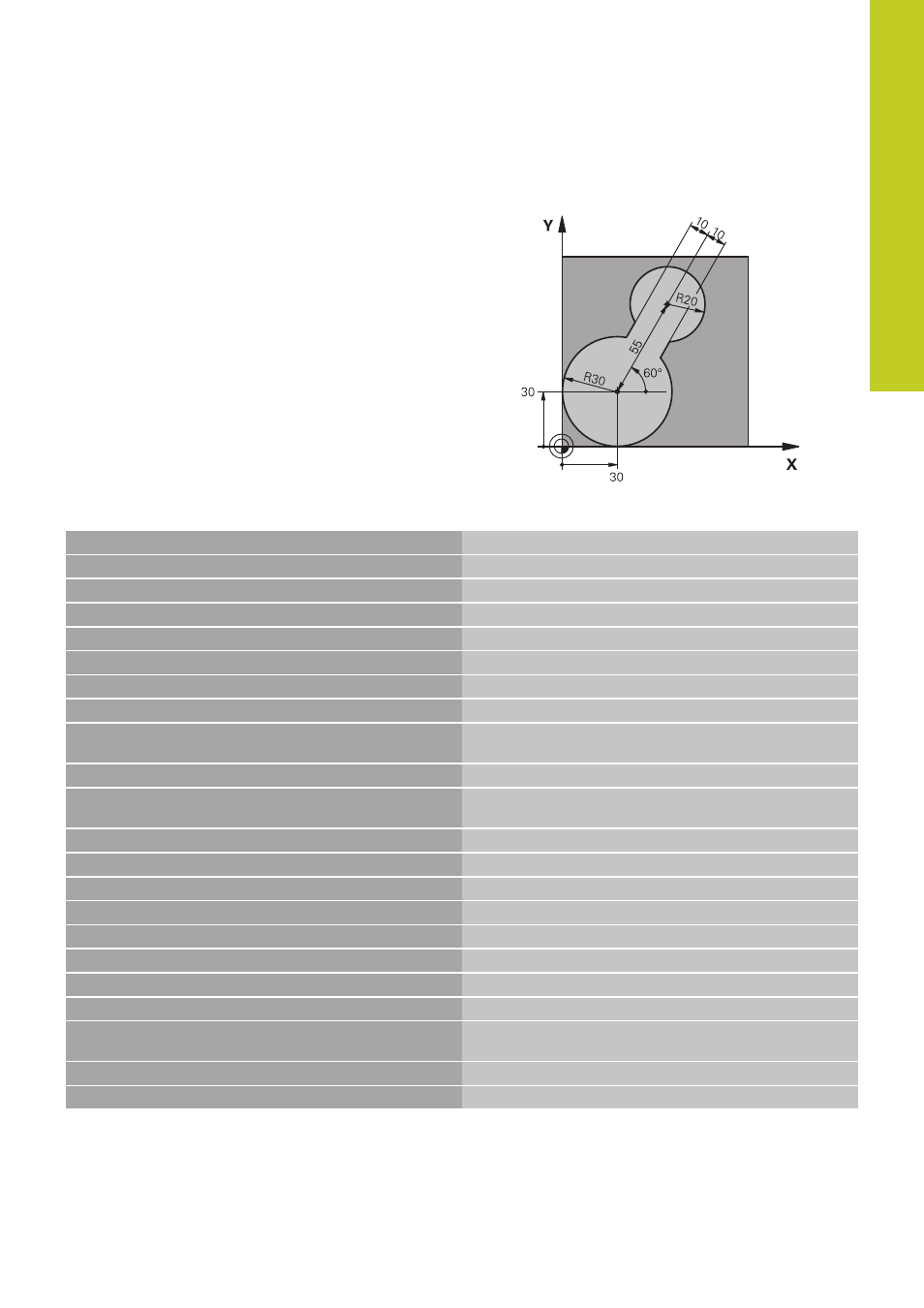
Exemple : programmation FK 2
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Définition de la pièce brute
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S4000
Appel d'outil
4 L Z+250 R0 FMAX
Dégager l'outil
5 L X+30 Y+30 R0 FMAX
Prépositionner l’outil
6 L Z+5 R0 FMAX M3
Prépositionner l’axe d’outil
7 L Z-5 R0 F100
Aller à la profondeur d’usinage
8 APPR LCT X+0 Y+30 R5 RR F350
Aborder le contour sur un cercle avec raccordement
tangentiel
9 FPOL X+30 Y+30
Bloc FK :
10 FC DR- R30 CCX+30 CCY+30
Pour chaque élément du contour, programmer les données
connues
11 FL AN+60 PDX+30 PDY+30 D10
12 FSELECT 3
13 FC DR- R20 CCPR+55 CCPA+60
14 FSELECT 2
15 FL AN-120 PDX+30 PDY+30 D10
16 FSELECT 3
17 FC X+0 DR- R30 CCX+30 CCY+30
18 FSELECT 2
19 DEP LCT X+30 Y+30 R5
Quitter le contour sur un cercle avec raccordement
tangentiel
20 L Z+250 R0 FMAX M2
Dégager l'outil, fin du programme
21 END PGM FK2 MM