6 cy cles d'usinag e ligne à ligne – HEIDENHAIN TNC 620 (340 56x-01) Manuel d'utilisation
Page 338
338
8 Programmation: Cycles
8.6 Cy
cles d'usinag
e ligne à ligne
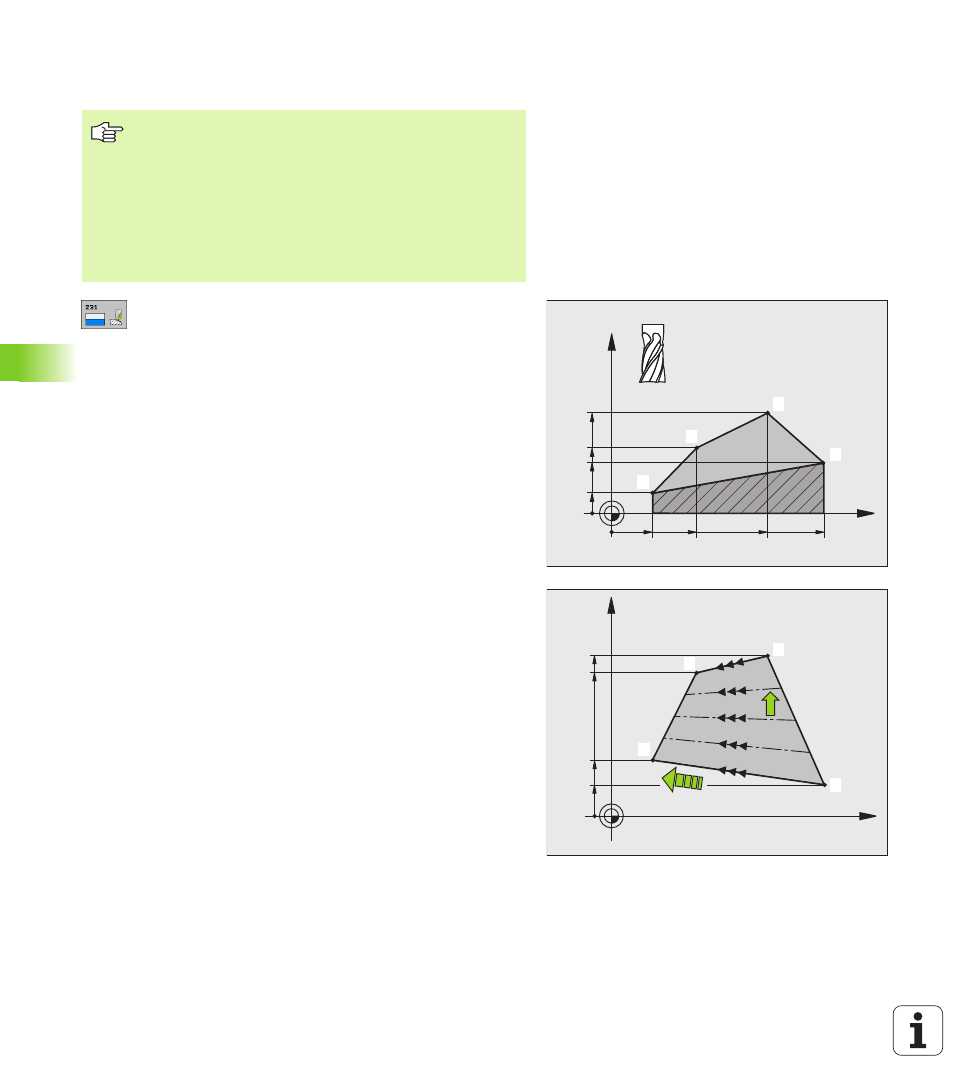
Pour les surfaces gauchies, programmer le déplacement principal
(du point
1
au point
2
) perpendiculairement au sens de la pente la
plus forte
Point initial 1er axe
Q225 (en absolu): Coordonnée
du point initial de la surface à usiner ligne à ligne dans
l'axe principal du plan d'usinage
Point initial 2ème axe
Q226 (en absolu):
Coordonnée du point initial de la surface à usiner ligne
à ligne dans l'axe auxiliaire du plan d'usinage
Point initial 3ème axe
Q227 (en absolu):
Coordonnée du point initial de la surface à usiner ligne
à ligne dans l'axe de broche
2ème point 1er axe
Q228 (en absolu): Coordonnée du
point final de la surface à usiner ligne à ligne dans
l'axe principal du plan d'usinage
2ème point 2ème axe
Q229 (en absolu): Coordonnée
du point final de la surface à usiner ligne à ligne dans
l'axe auxiliaire du plan d'usinage
2ème point 3ème axe
Q230 (en absolu): Coordonnée
du point final de la surface à usiner ligne à ligne dans
l'axe de broche
3ème point 1er axe
Q231 (en absolu): Coordonnée du
point
3
dans l'axe principal du plan d'usinage
3ème point 2ème axe
Q232 (en absolu): Coordonnée
du point
3
dans l'axe auxiliaire du plan d'usinage
3ème point 3ème axe
Q233 (en absolu): Coordonnée
du point
3
dans l'axe de broche
Remarques avant que vous ne programmiez
En partant de la position actuelle et en suivant une
trajectoire linéaire 3D, la TNC positionne l'outil au point
initial
1
. Pré-positionner l'outil de manière à éviter toute
collision avec la pièce ou les matériels de serrage.
La TNC déplace l’outil avec correction de rayon R0 entre
les positions programmées
Si nécessaire, fraise à denture frontale (DIN 844).
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
1
4
2
3
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
1
2
3
4