1 déplacements d'outils, Fonctions de contournage, Programmation flexible de contours fk – HEIDENHAIN iTNC 530 (606 42x-02) Manuel d'utilisation
Page 214: Fonctions auxiliaires m, Programmation avec paramètres q
214
Programmation: programmer les contours
6.1 Déplacements d'outils
6.1 Déplacements d'outils
Fonctions de contournage
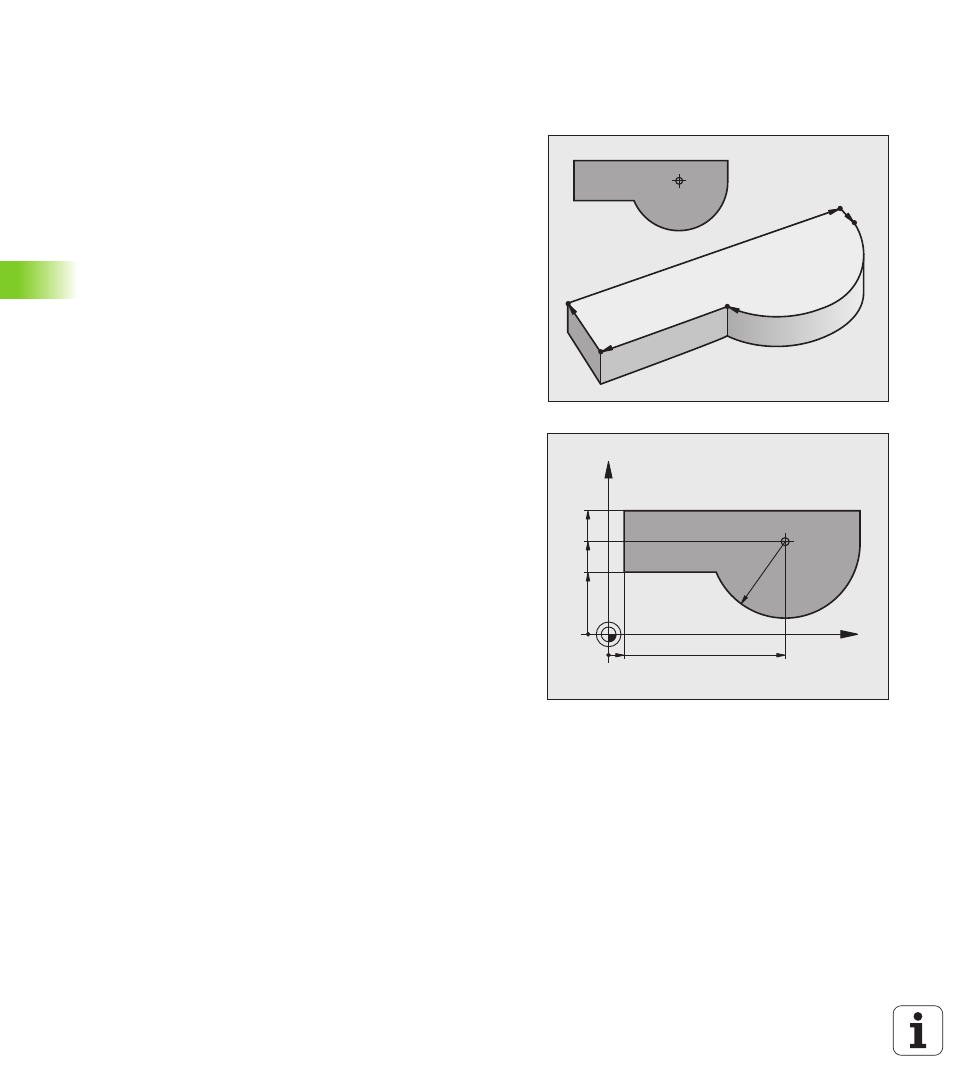
Le contour d'une pièce est habituellement constitué de plusieurs
éléments tels que des droites et des arcs de cercles. Avec les
fonctions de contournage, vous programmez les trajectoires d'outils
avec des droites et des arcs de cercle.
Programmation flexible de contours FK
Si la cotation du plan n'est pas conforme à la programmation CN et
que les données sont incomplètes, vous pouvez programmer le
contour de la pièce en vous aidant de la programmation flexible de
contours. La TNC calcule les coordonnées manquantes.
La programmation FK permet également de programmer les
déplacements d'outils sur des droites et arcs de cercle.
Fonctions auxiliaires M
Les fonctions auxiliaires de la TNC contrôlent
le déroulement du programme, p. ex. en interrompant son
exécution
les fonctions de la machine comme l’activation et la désactivation de
la rotation broche et de l’arrosage
le comportement de l'outil en contournage
Sous-programmes et répétitions de parties de
programme
Des séquences d'usinage qui se répètent ne sont à introduire qu'une
seule fois dans un sous-programme ou dans une répétition de partie
de programme. Quand une partie de programme ne doit être exécutée
que dans certaines conditions, il est également préférable d'inclure
ces séquences dans un sous programme. En plus, un programme
d'usinage peut en appeler un autre et l'exécuter.
La programmation des sous-programmes et des répétitions de parties
de programme est décrite au chapitre 8.
Programmation avec paramètres Q
Dans le programme d'usinage, les paramètres Q remplacent des
valeurs numériques: une valeur numérique est attribuée à un
paramètre Q. Les paramètres Q permettent de programmer des
fonctions mathématiques destinées à gérer le déroulement du
programme ou à construire un contour.
A l’aide de la programmation paramétrée, vous pouvez exécuter des
mesures avec un système de palpage 3D pendant l'exécution du
programme.
La programmation à l'aide de paramètres Q est décrite au chapitre 9.
L
L
L
CC
C
X
Y
R40
115
10
80
60
40
CC