Correction non-linéaire des défauts des axes – HEIDENHAIN ND 281 B v.2 Manuel d'utilisation
Page 36
36
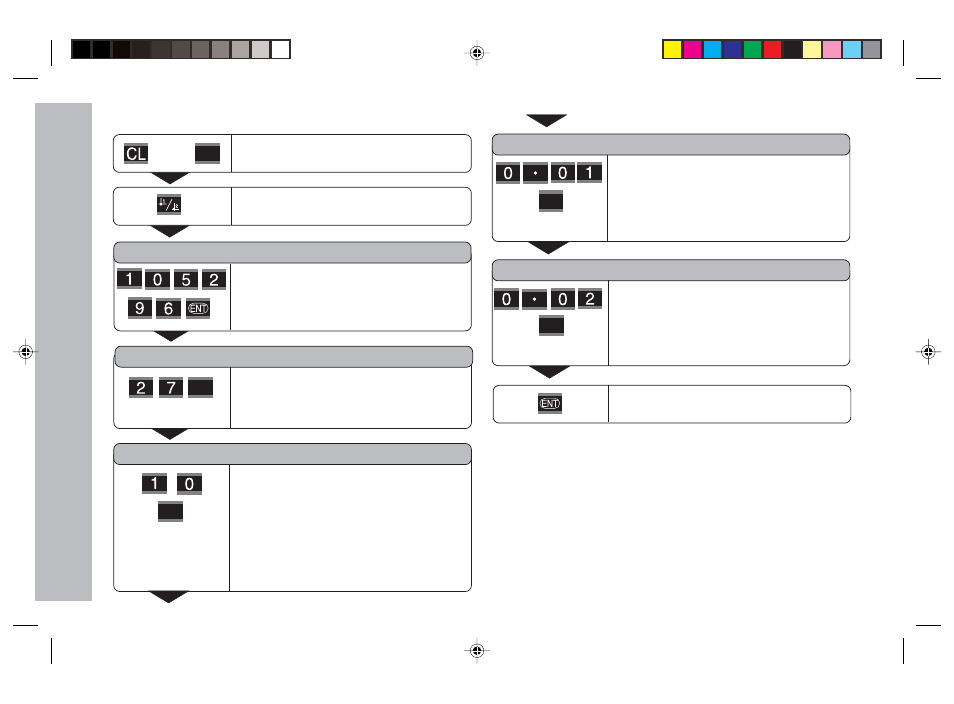
Introduire la valeur de correction
correspondante, par ex. 0.01 mm. En
appuyant 2 fois sur MOD, sélectionner
CORR. NO. 02. (Vous ne pouvez pas
introduire de valeurs dans POS. NO. 02).
Introduire tous les autres points de
correction. Si vous désirez sélectionner
directement un point de correction,
appuyez sur CL et introduisez simulta-
nément le point de correction désiré.
Introduire l'écart entre les points de
correction sur l'axe comportant des
défauts, par ex. 2
10
µm (soit 1,024 mm).
Appuyez plusieurs fois sur MOD pour
sélectionner CORR. NO. 01. (Vous ne
pouvez pas introduire de valeurs dans
les champs POS. NO. 00, CORR. NO. 00
et POS. NO. 01.)
Correction non-linéaire des défauts des axes
Sélectionner le tableau de valeurs de correction, introduire
les défauts des axes
PT REF.
(affiché pendant environ deux secondes)
1)
Introduire le point de réf. pour le défaut
d'axe sur l'axe comportant un défaut,
par ex. 27 mm. Sélectionner avec MOD
le champ d'introduction suivant.
ECAR.PTS
1 )
CORR. NO. 01
CORR. NO. 02
Terminer l'introduction des données.
Sélectionner les paramètres de
fonctionnement.
P 0 0 C O D E
Introduire le code 10 52 96,
valider avec ENT.
Sélectionner
P00 CODE
et simul-
tanément
MOD
MOD
4 x
MOD
2 x
MOD
2 x
MOD
1)
Seulement en mode „Mesure linéaire”
1)
Pour "mesure angulaire": origine = point de référence
1)
Ecart entre points = 5 degrés
T2_ND281B.PM6
19.07.2004, 11:05
36