Finecut vitesse faible (acier doux), Finecut vitesse faible (acier doux) -36, Powermax – Hypertherm Powermax105 Rev.1 Manuel d'utilisation
Page 106
Configuration de la torChe maChine
6-36
powermax
105
Manuel de l’opérateur
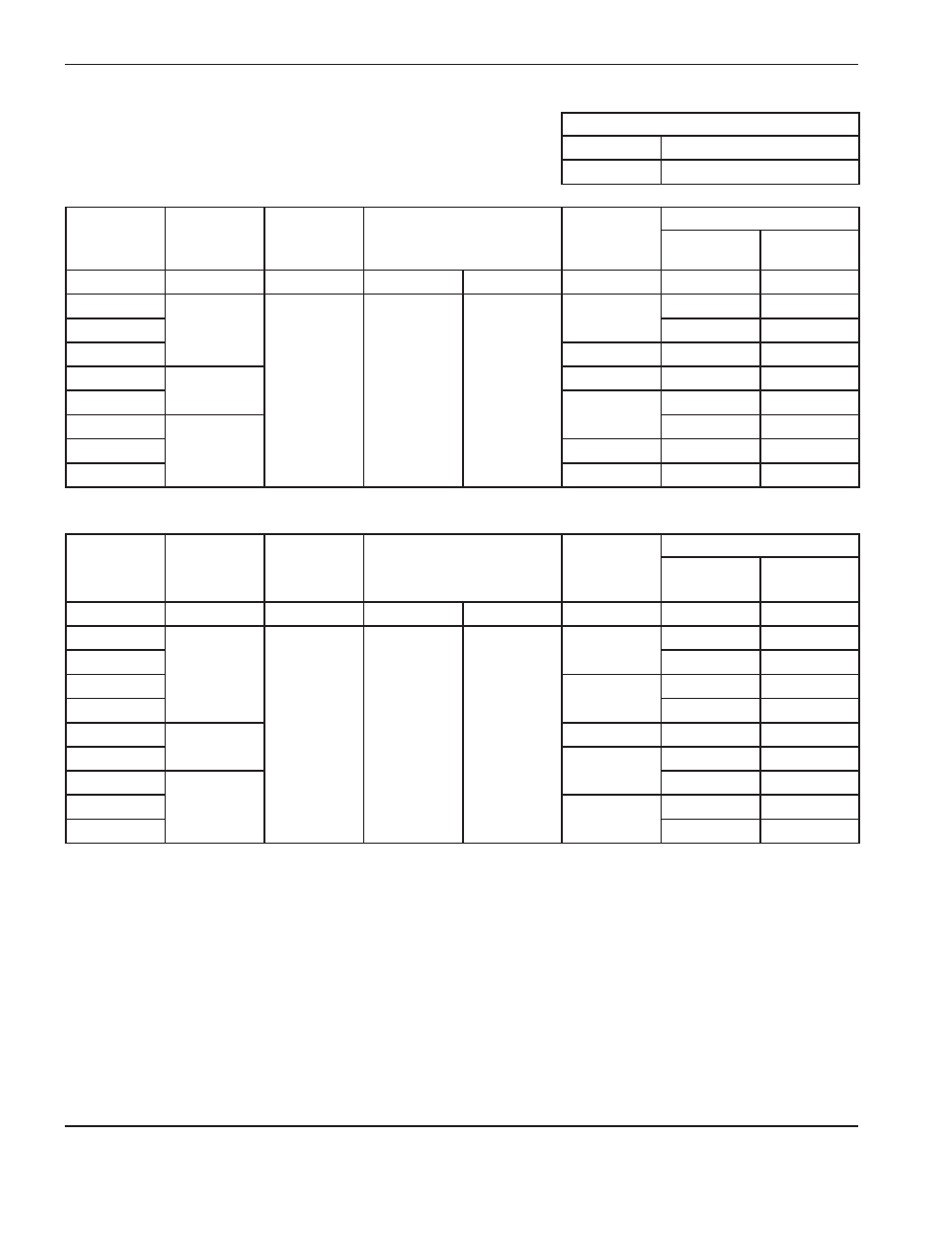
FineCut vitesse faible (acier doux)
Débit d’air – slpm/scfh
Chaud
181 / 384
Froid
191 / 404
Métrique
Épaisseur
du matériau
Courant
Distance
torche-pièce Hauteur de perçage initiale
Délai de
perçage
Recommandée
Vitesse de
coupe
Tension
mm
A
mm
mm
%
secondes
(mm/min)
volts
0,5
30
1,5
2,25
150
0,0
3800
69
0,6
3800
68
0,8
0,1
3800
70
1 *
40
0,2
3800
72
1,5 *
0,4
3800
75
2
45
3700
76
3
0,5
2750
78
4
1900
78
Impérial
Épaisseur
du matériau
Courant
Distance
torche-pièce Hauteur de perçage initiale
Délai de
perçage
Recommandée
Vitesse de
coupe
Tension
A
pouces
pouces
%
secondes
po/min
volts
cal. 26
30
0.06
0.09
150
0.0
150
70
cal. 24
150
68
cal. 22
0.1
150
70
cal. 20
150
71
cal. 18
40
0.2
150
73
cal. 16 *
0.4
150
75
cal. 14 *
45
150
76
cal. 12
0.5
120
78
cal. 10
95
78
*Pas une coupe sans scories.