Plasma / air protection – Hypertherm MAX200 Hand Torch Plasma Arc Cutting System Manuel d'utilisation
Page 54
15
FONCTIONNEMENT
2-40
MAX200
(torche machine) Manuel de l’opérateur
Aciers inoxydables – 75 mm sous eau
200 A
•
N
2
plasma / air protection
On utilise cette combinaison de gaz quand la qualité de l’arête de coupe, la nitruration et l’oxydation
superficielles des éléments d’alliage sont moins importantes. Cette combinaison de gaz prolonge la durée
de vie de l’électrode.
Régler la pression d’entrée du gaz plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Si le faisceau fait plus de 15 m, augmenter la pression TEST de 0,34 bar pour chaque longueur supplémentaire de faisceau de
torche de 15 m.
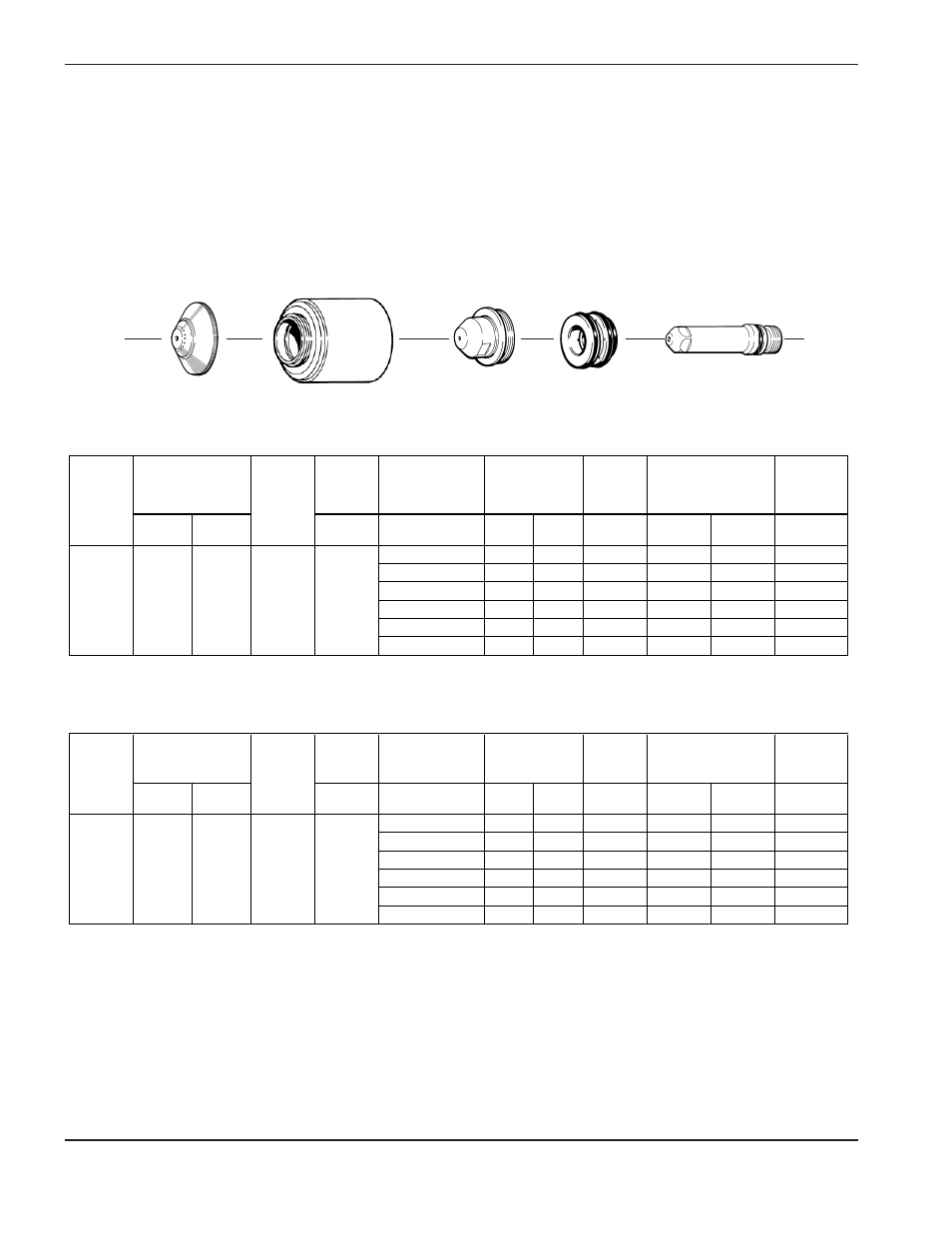
020424
Protecteur
020608
Buse
020423
Buse de protection
020415
Électrode
020607
Diffuseur
3/16
1/8
3
125
130
3250
0,0
1/4
1/8
3
130
110
2750
0,5
3/8
1/8
3
135
85
2160
1,0
1/2
1/8
3
140
60
1520
2,0
5/8
,16
4
145
45
1140
2,0
3/4
3/16
5
145
30
800
2,5
5
3
1/8
125
3250
130
0,0
6
3
1/8
130
2750
110
0,5
10
3
1/8
135
2160
85
1,0
12
3
1/8
140
1520
60
2,0
15
4
,16
145
1140
45
2,0
20
5
3/16
145
800
30
2,5
70
28
2,3-2,6
3,5-3,7
132
4,8
60
34-38
50-54
280
% du débit
de gaz
plasma
(SCFH)
% du débit
de gaz
plasma
(l/min)
% du débit
du gaz
secondaire
(SCFH)
% du débit
du gaz
secondaire
(l/min)
Pression
gaz de
protection
Pression
gaz de
protection
Epaisseur
du métal
Epaisseur
du métal
Distance
torche-pièce
Distance
torche-pièce
Réglage
de tension
d’arc
Vitesse
de déplacement
Vitesse
de déplacement
Délai
approx. de
mouvement
Délai
approx. de
mouvement
(pouce)
(pouce)
(pouce)
(pouce/min)
(pouce/min)
(V)
Réglage
de tension
d’arc
(V)
(sec)
(sec)
Pression gaz plasma
Pression gaz plasma
SYSTÈME ANGLAIS
SYSTÈME MÉTRIQUE
Test
(psi)
Run
(psi)
(psi)
(mm)
(mm/min)
Test
(bar)
Run
(bar)
(bar)
(mm)
(mm)
(mm/min)